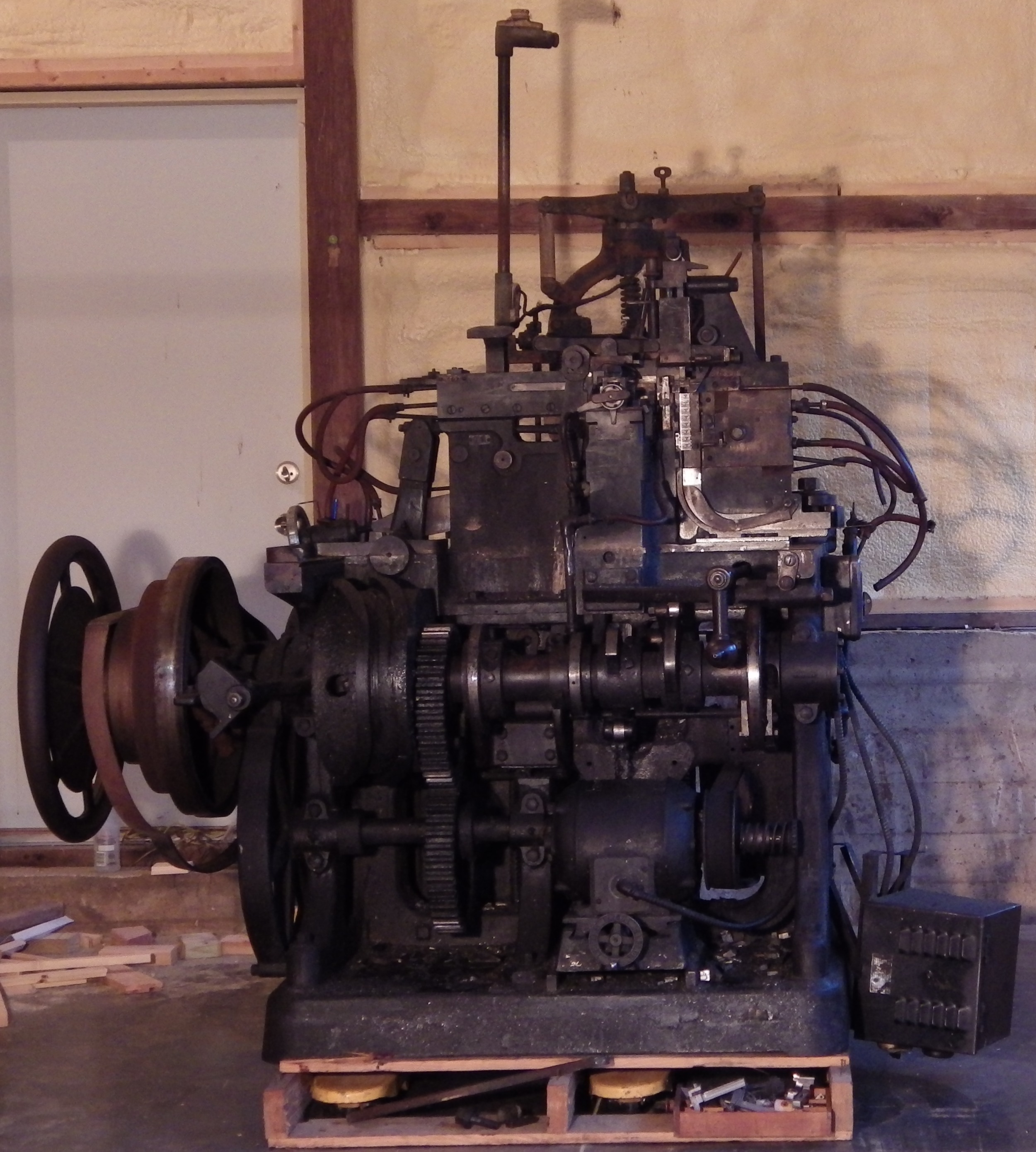
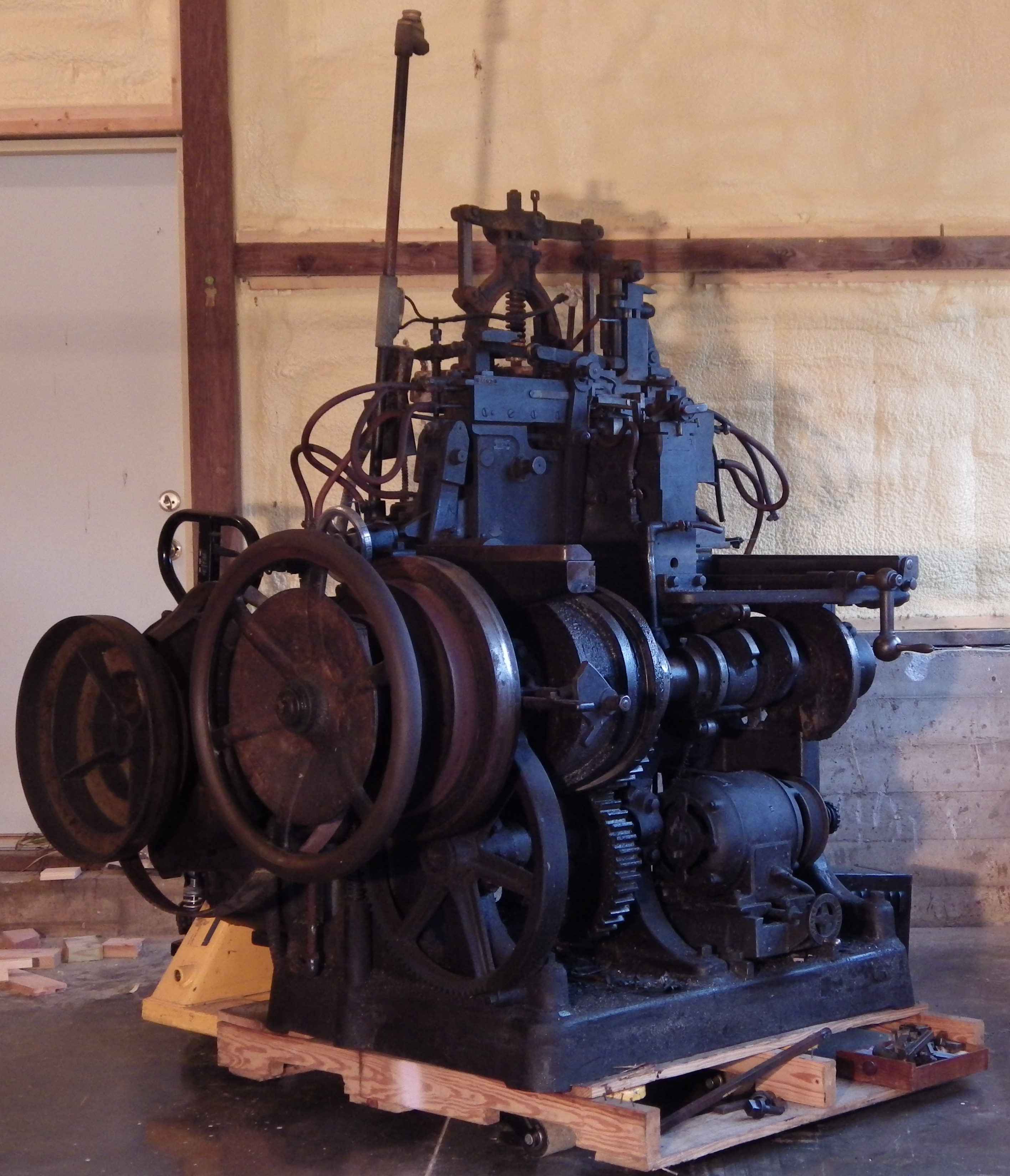
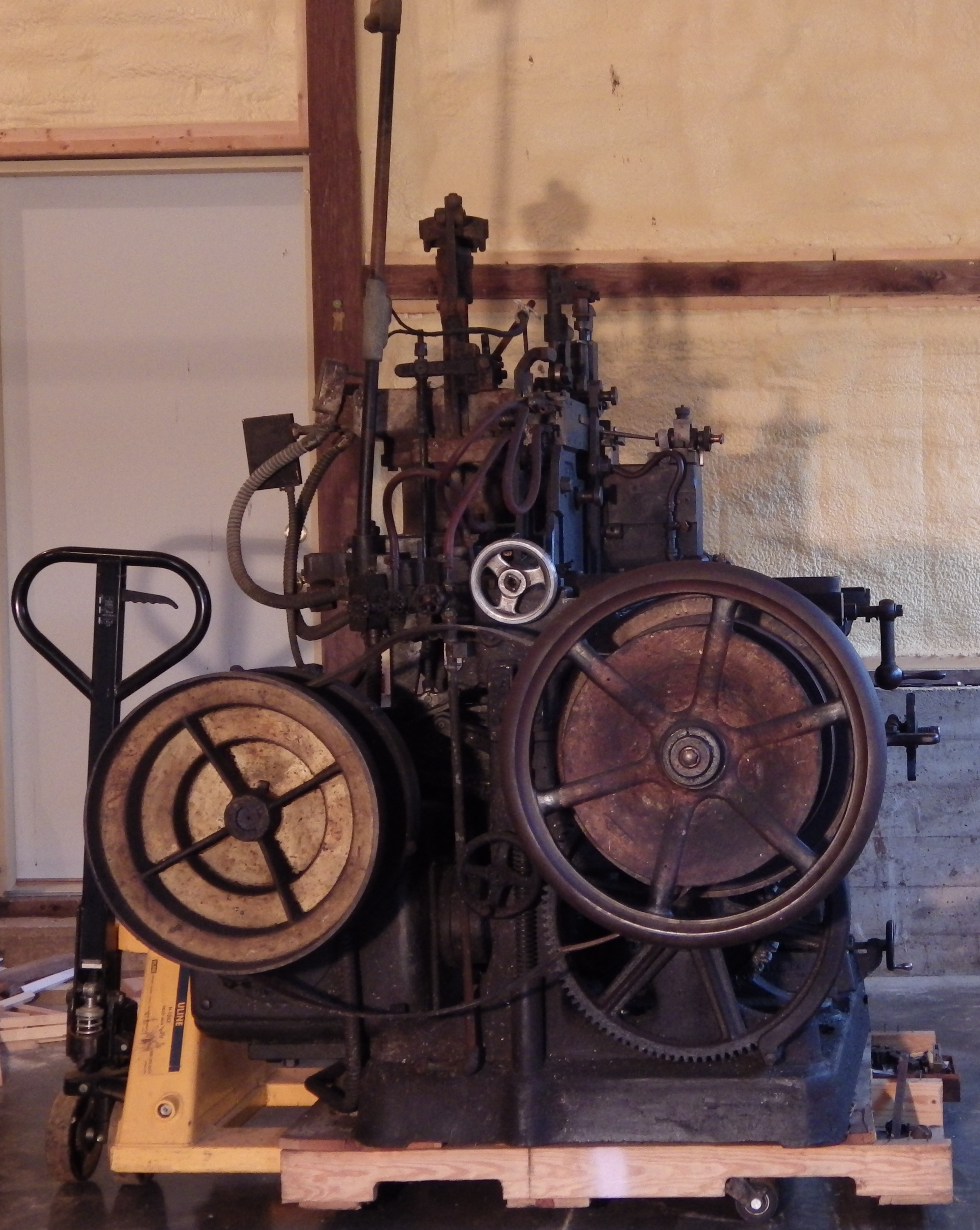
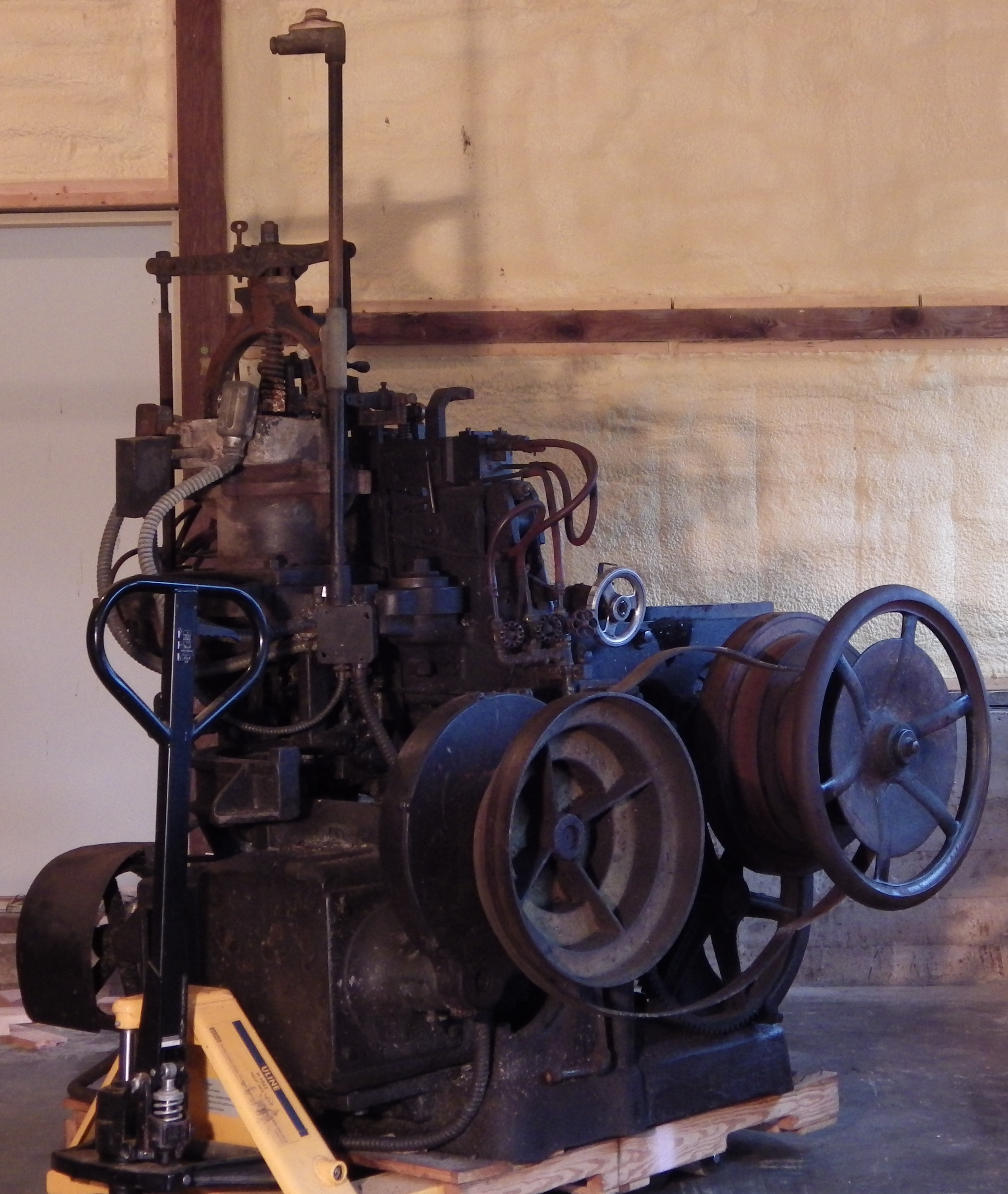
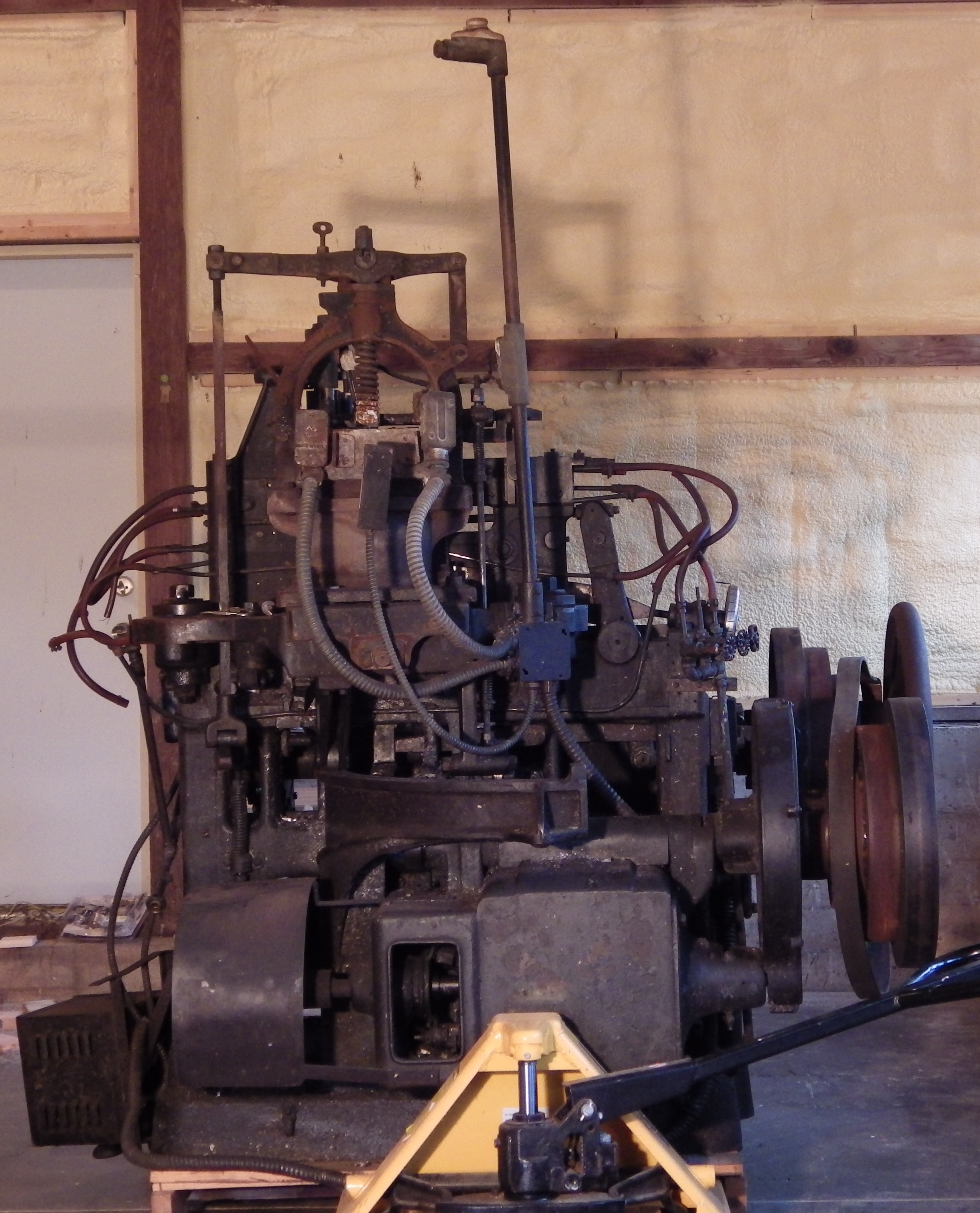
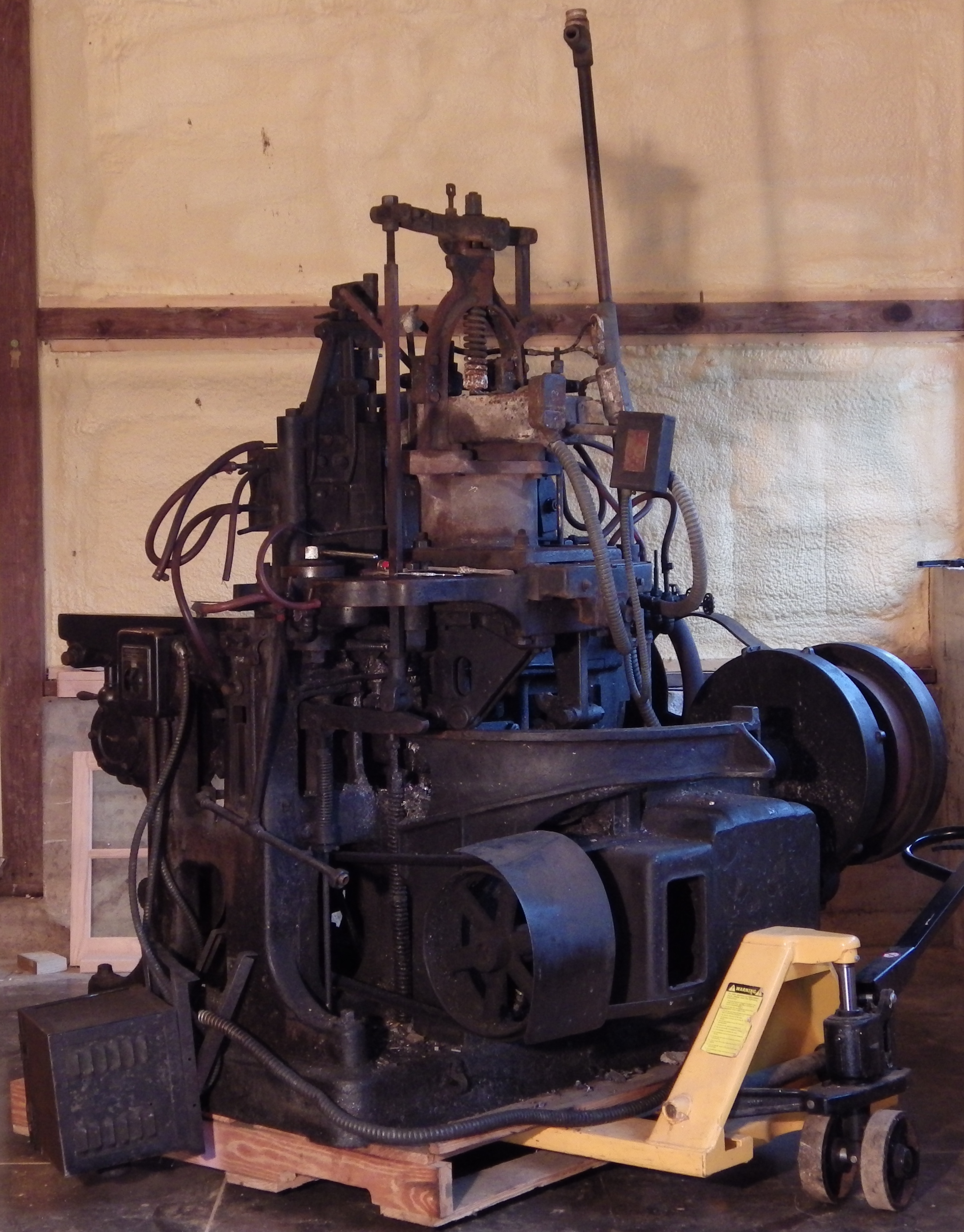
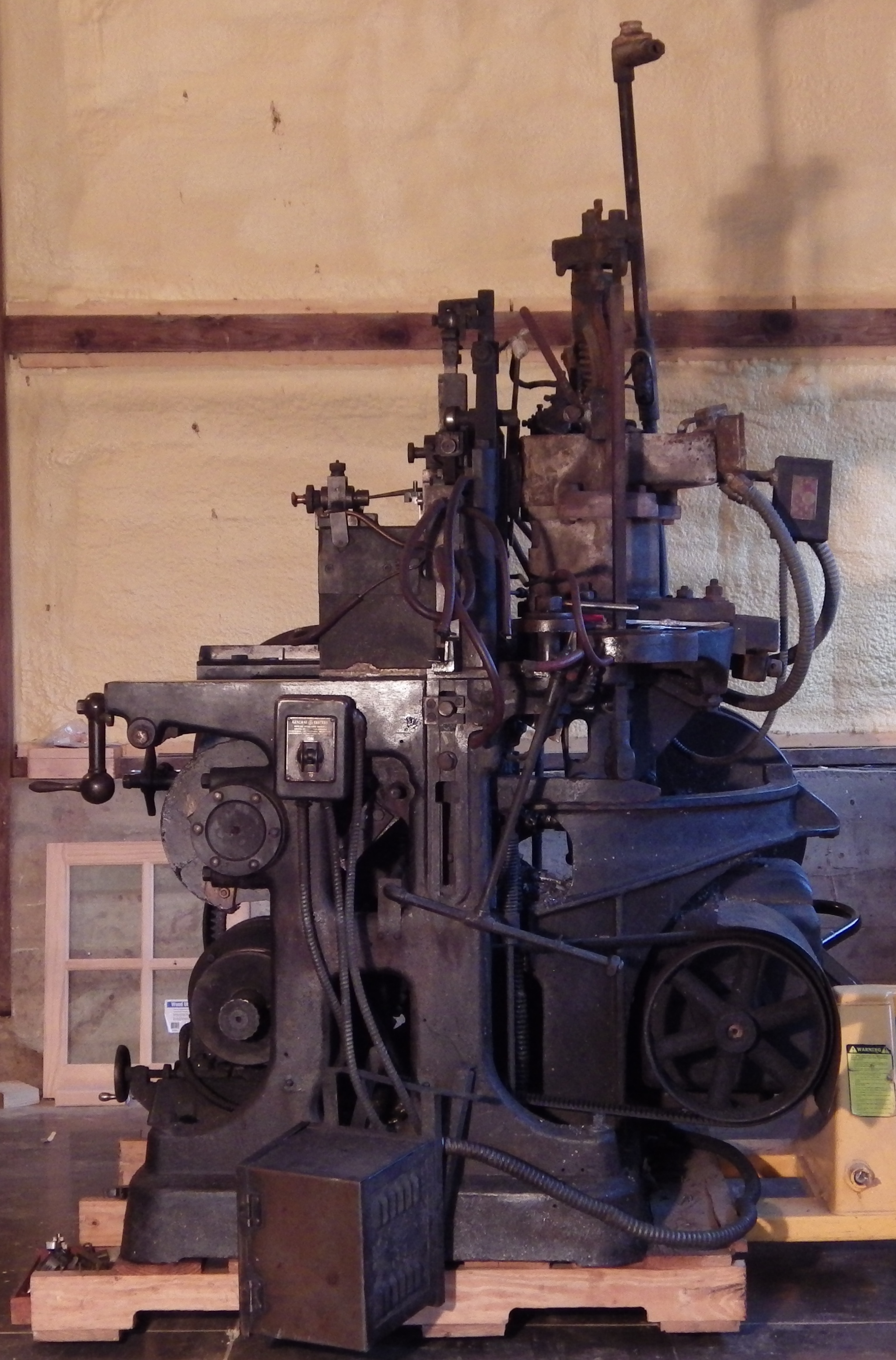
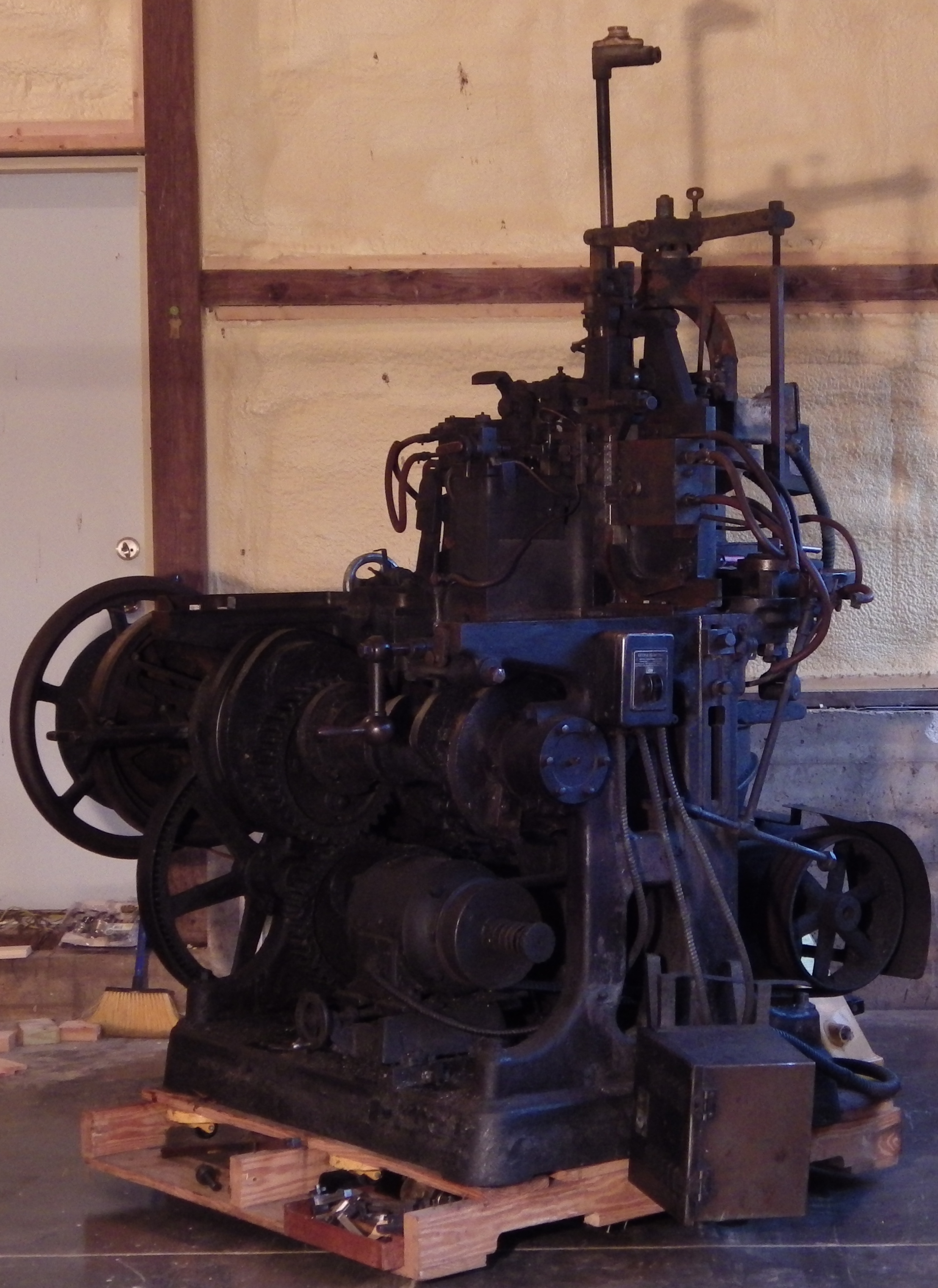
Views of the only surviving 60 point Barth type casting machine, serial number 112, as acquired by Dr. David M. MacMillan / CircuitousRoot from Gregory Jackson Walters in October 2014. The machine is shown after its move, in the not-entirely-finished hot metal composing room of my shop (it turned out to be too large to fit in the type foundry proper). The machine is in the same condition as it was when sold at the 1993 ATF auction (except for some insignificant surface rust on the table and pulleys); we did not remove the steel banding securing it to its pallet until it was here in my shop.
In the photographs below the table has been removed. It turns out that it is a two-person lift to put it back on. :-) The type receiving stick has also been removed.
I have not yet taken proper measurements of the machine, but for a sense of scale note that it's on a standard 27 inch wide, 48 inch fork length American pallet jack and that the overall clear path needed to move the machine is 64 inches.
Here I'm just rotating the machine with the pallet jack and taking pictures every 45 degrees.
Here's the table, sitting separately. It is in fact a casting and not rolled armor plate, but it might as well be. The light rust is entirely superficial and will not be an issue. There is also a "skirt" or cover to the front of the machine. Miraculously, this is fairly light sheet metal.
And here's the type receiving stick (sitting on the table, on a furniture dolly on the floor).
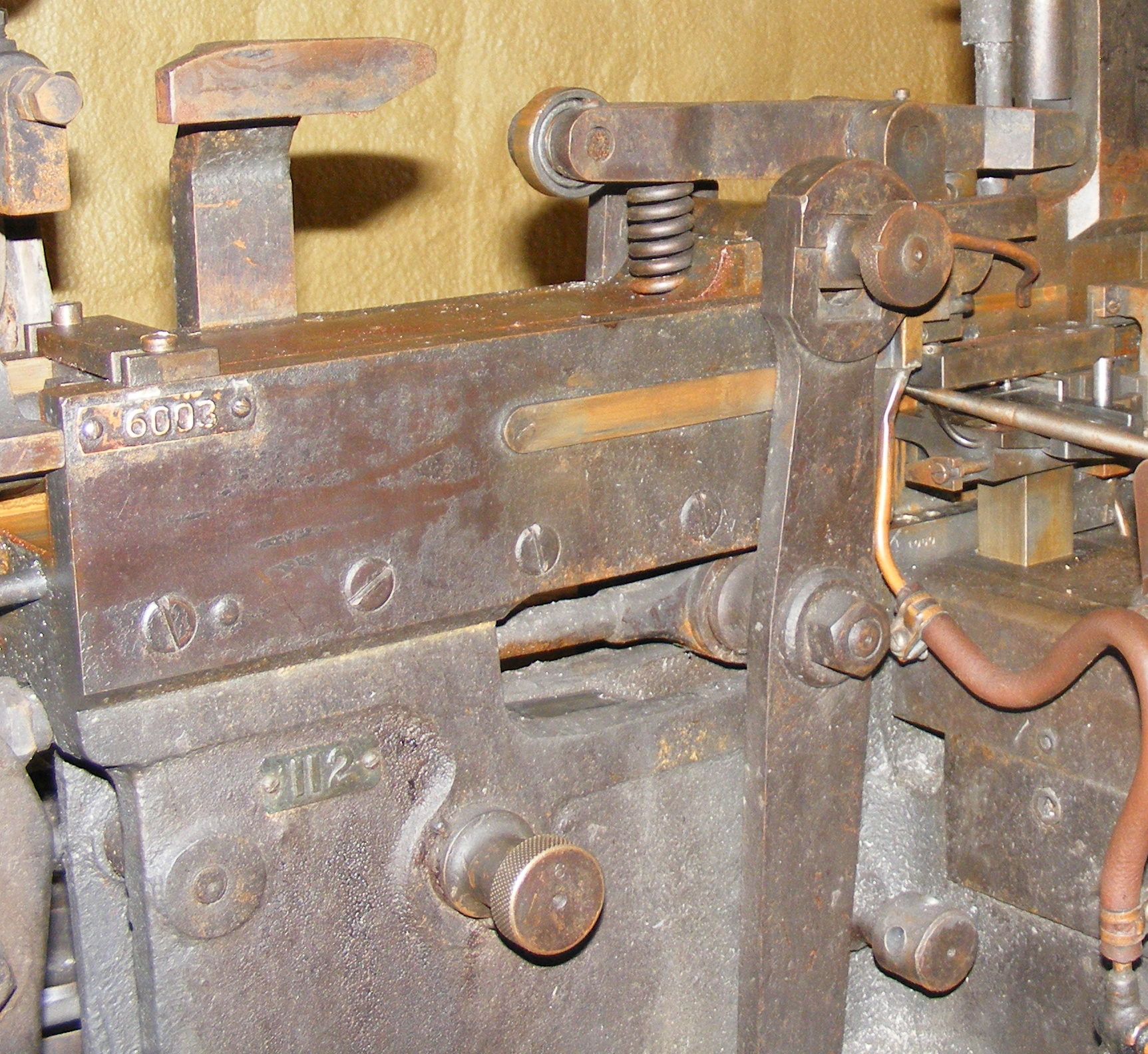
The "6003" tag indicates that this machine is equipped with a 60 point mold of the style designated "03". Consulting the charts on pp. 190 and 183 of Theo Rehak's Practical Typecasting, this works out to a mold B-4 with a depth-of-drive of 0.1241 inches. The correspondence of 'B' and "03" fits the notes by Rich Hopkins in conversation with Theo (kindly transcribed and shared with me by by Rich) which indicate that the constituent foundry B of ATF was also referred to numerically as foundry No. 3 - the New York type foundry of James Conner's Sons. (Of course that does not imply that this machine was at the New York branch of ATF before the consolidation into a single foundry in Jersey City.)
I am reasonably (but not absolutely) certain that the "112" tag is the serial number of the machine.
There is also another tag below these (not shown in the photograph) which is almost certainly an ATF property identification tag.
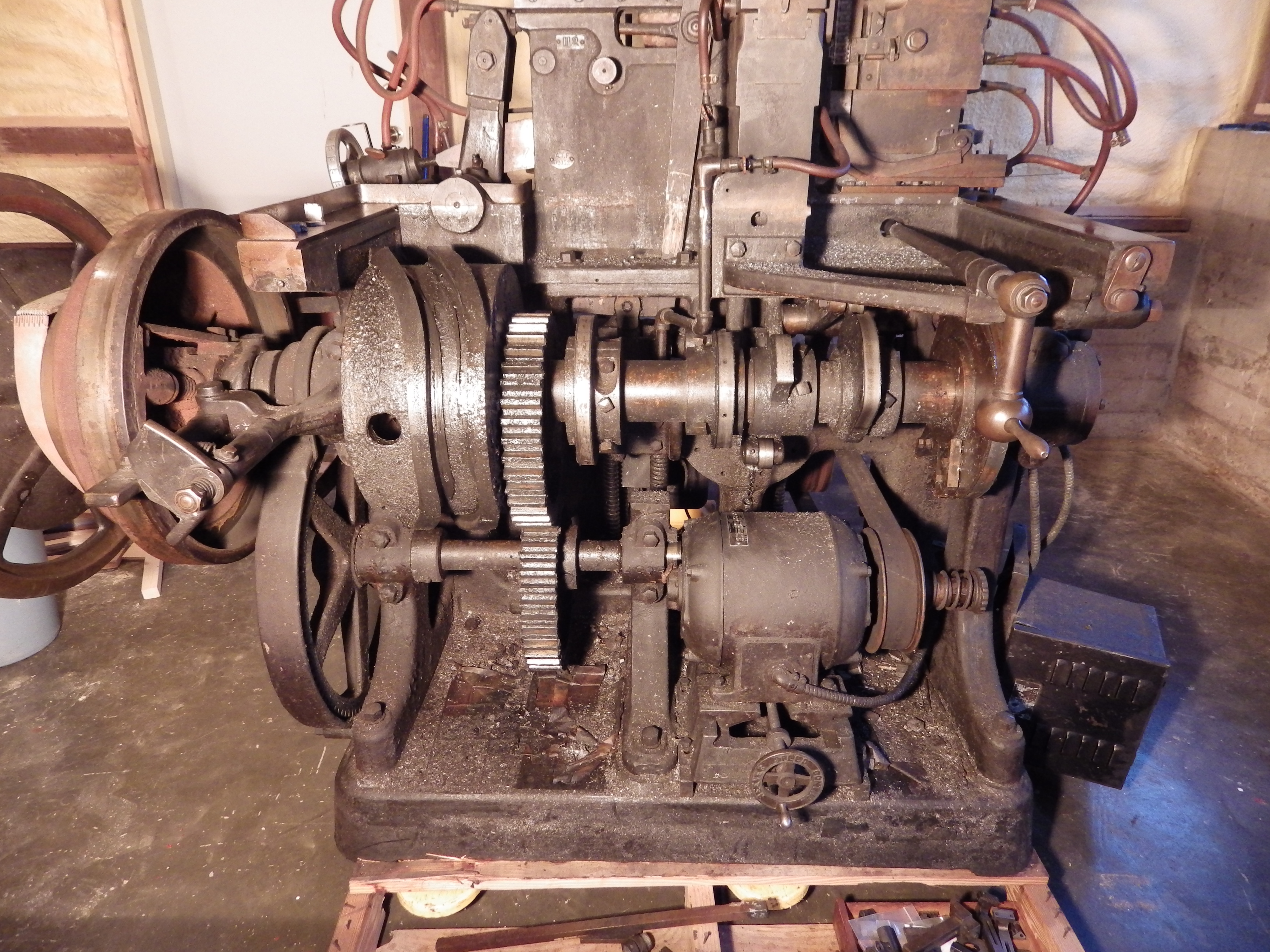
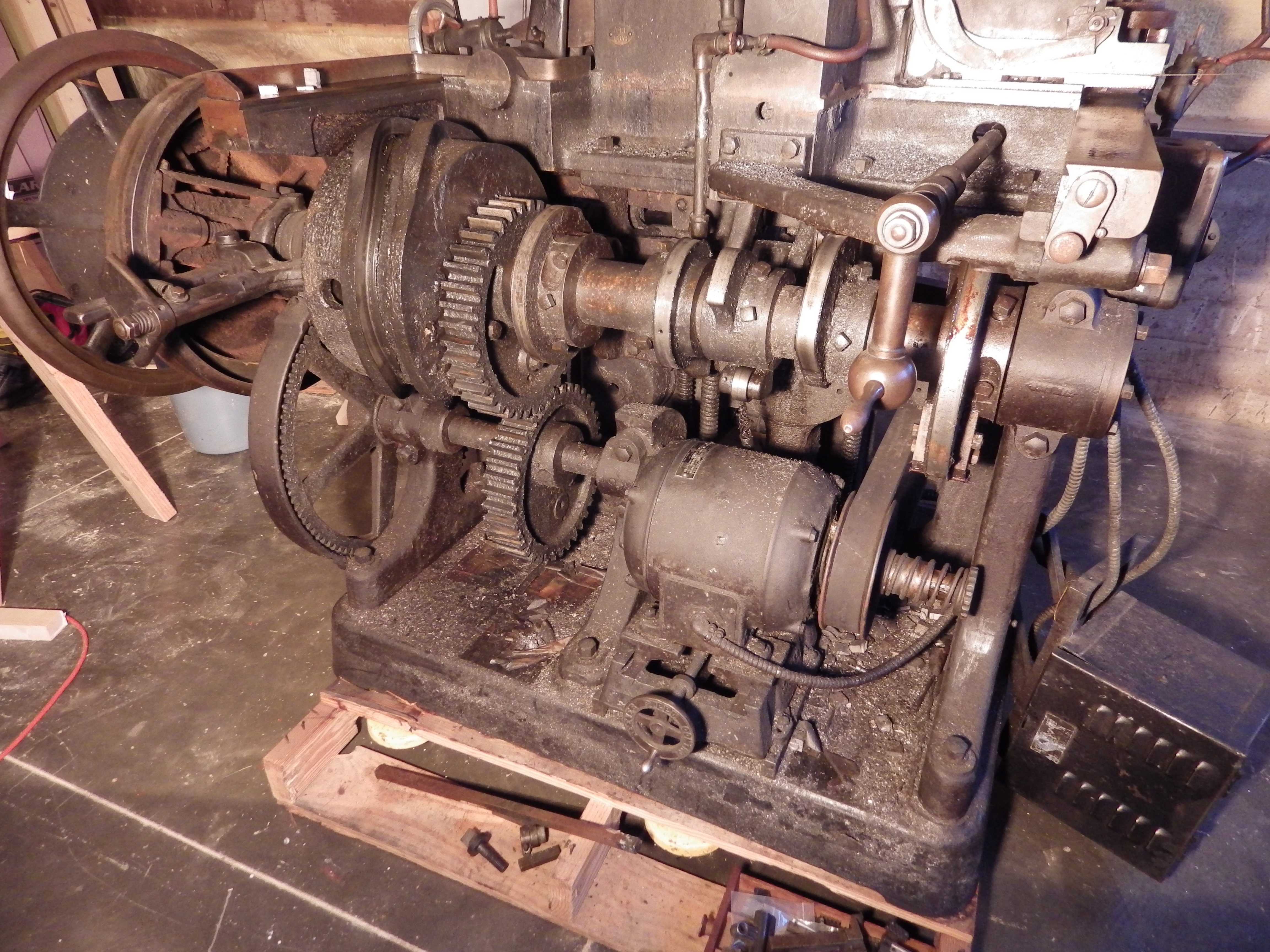
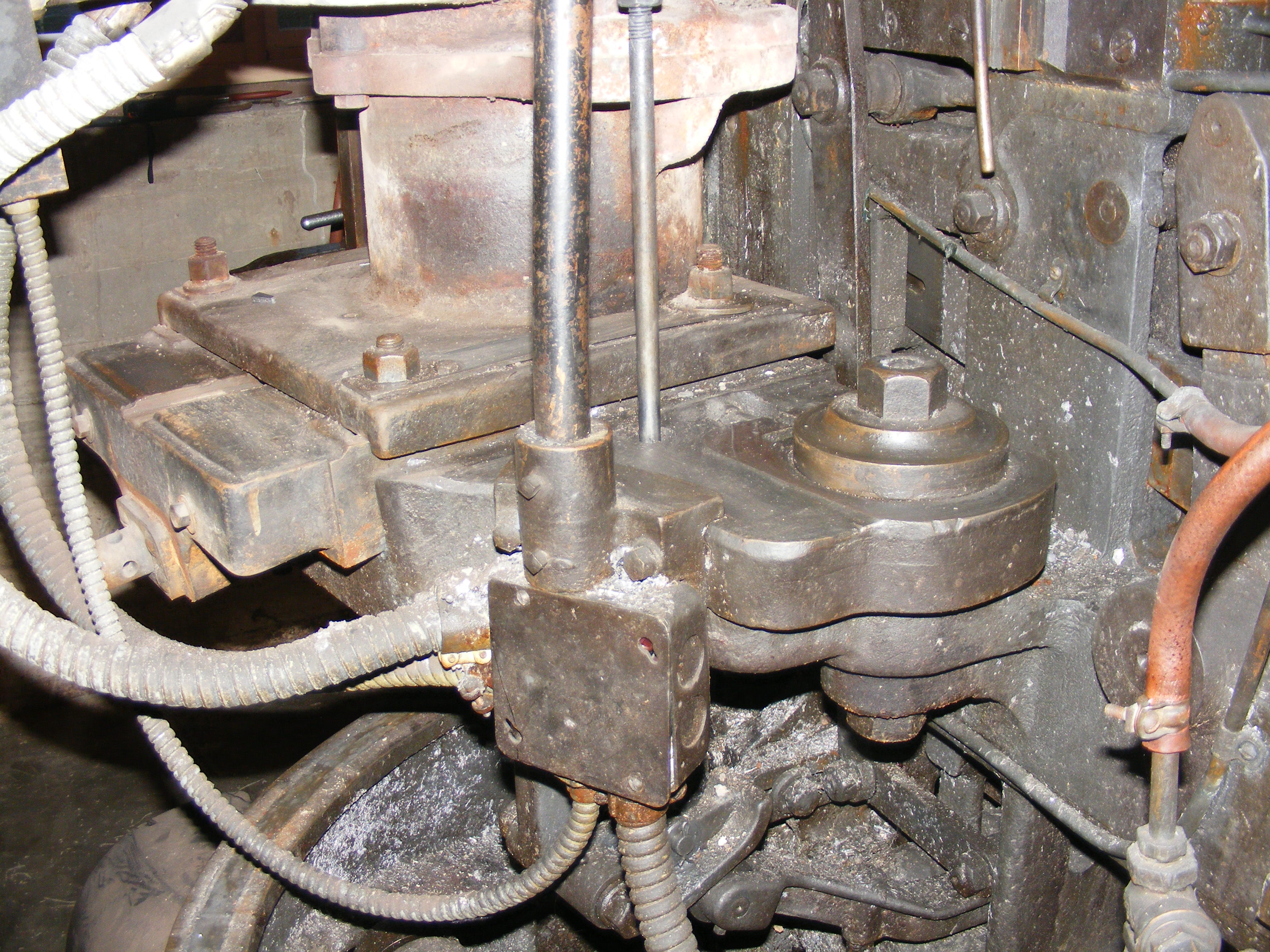
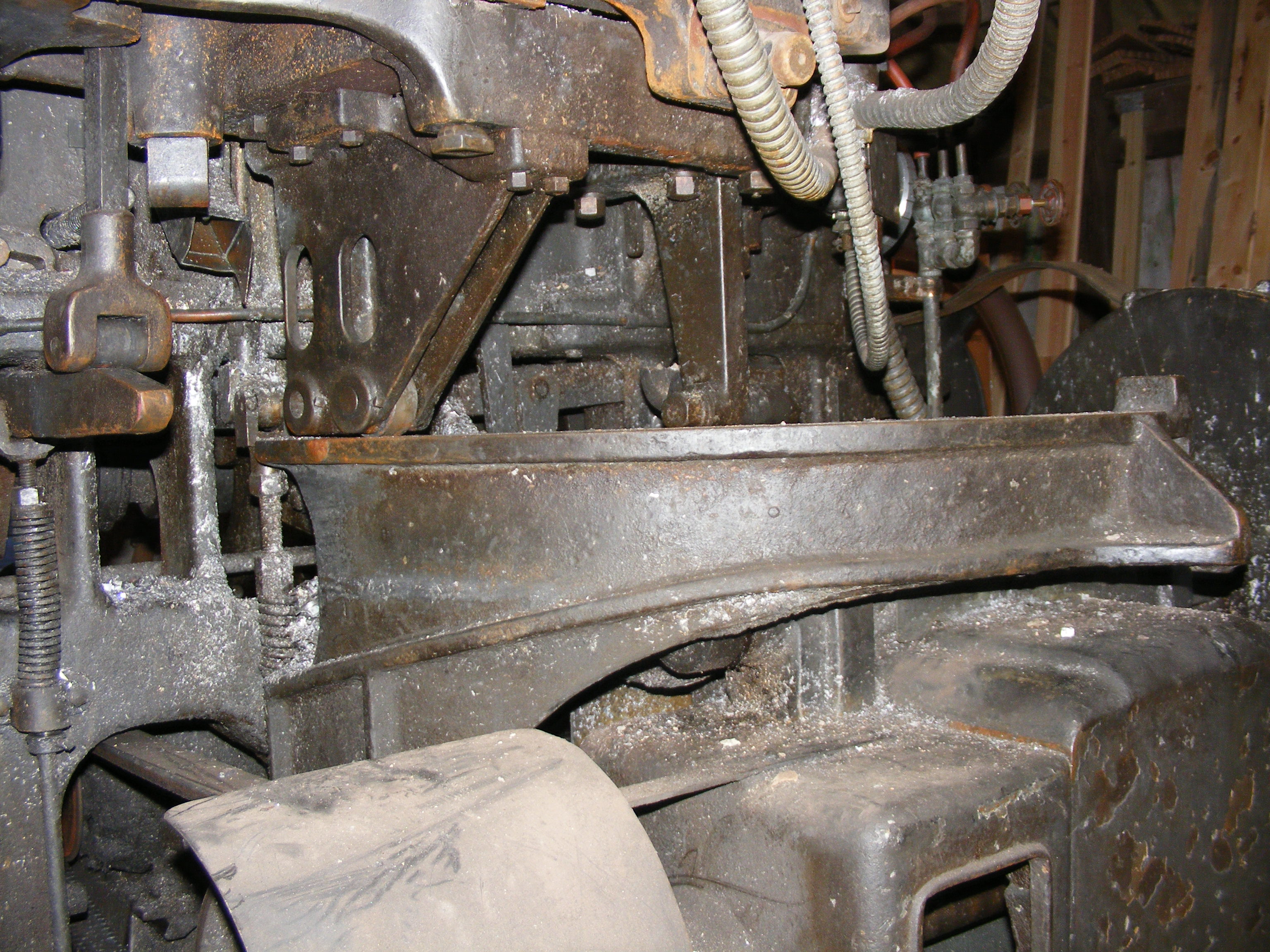
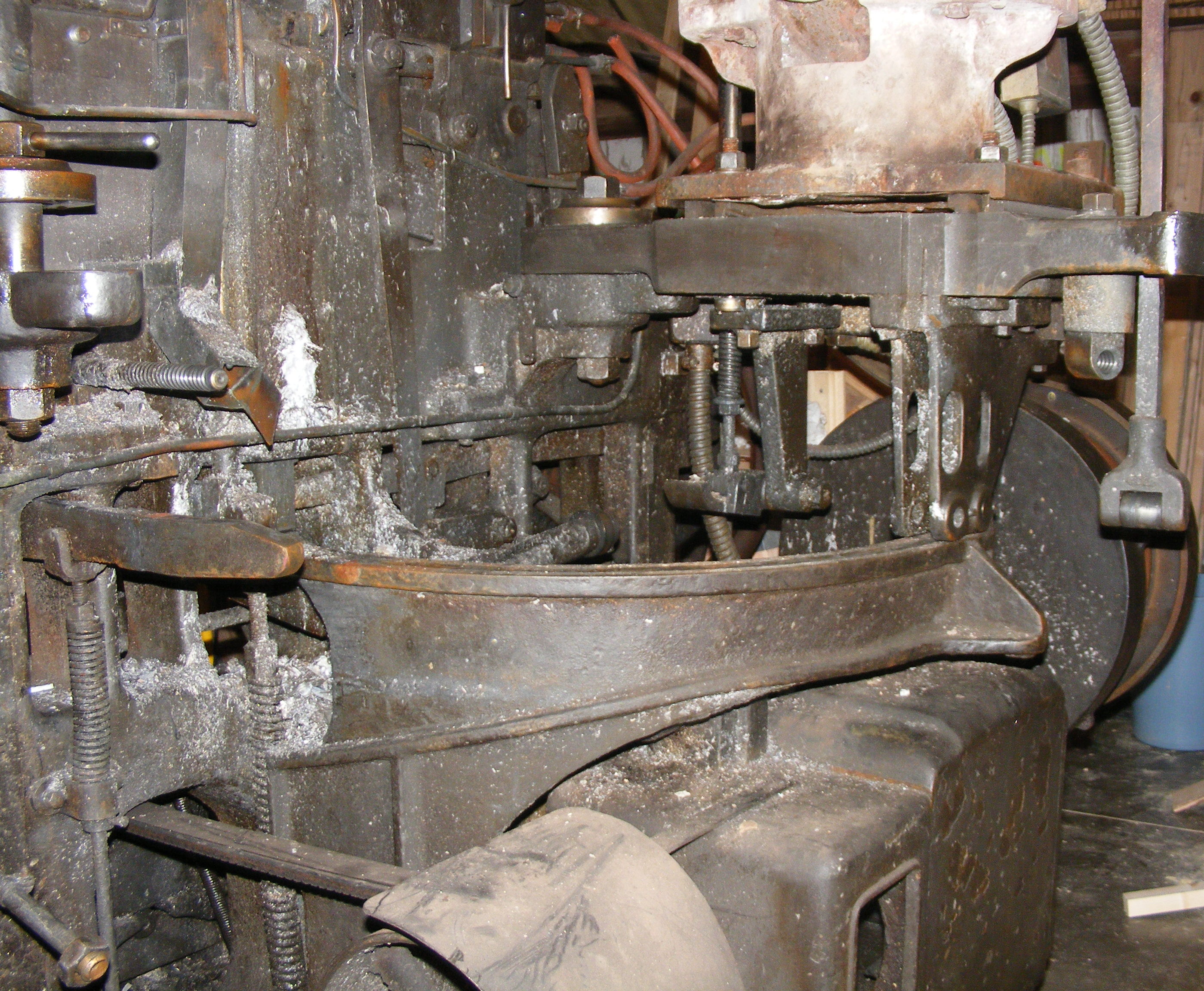
Here's a view of the camshaft. The two rectangular "arms" to the left and right above it are where the table slides in. The handle on the right (on a shaft going back into the machine) locks the pot in.
The clutch lever on the left has been broken (an old break which may have happened before the machine was sold at auction in 1993), but this should not be difficult to repair or replace. The drive arrangement is complex.
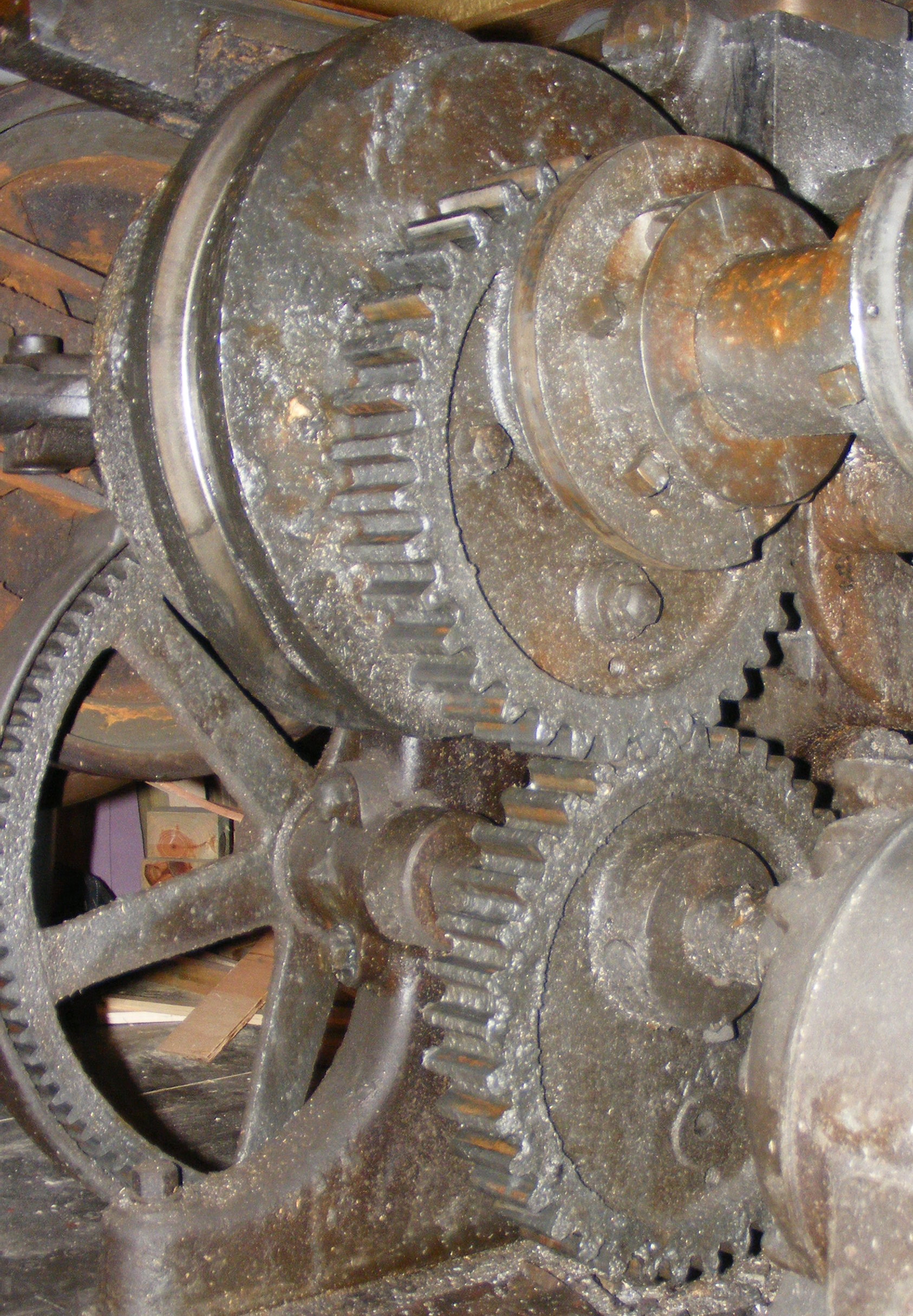
Here's a view from a slightly different angle. No, your eyes do not deceive you, and the camera is not distorting things: these are elliptical gears. This gives a variable speed during the casting cycle in order to allow more time for the newly cast type to solidify.
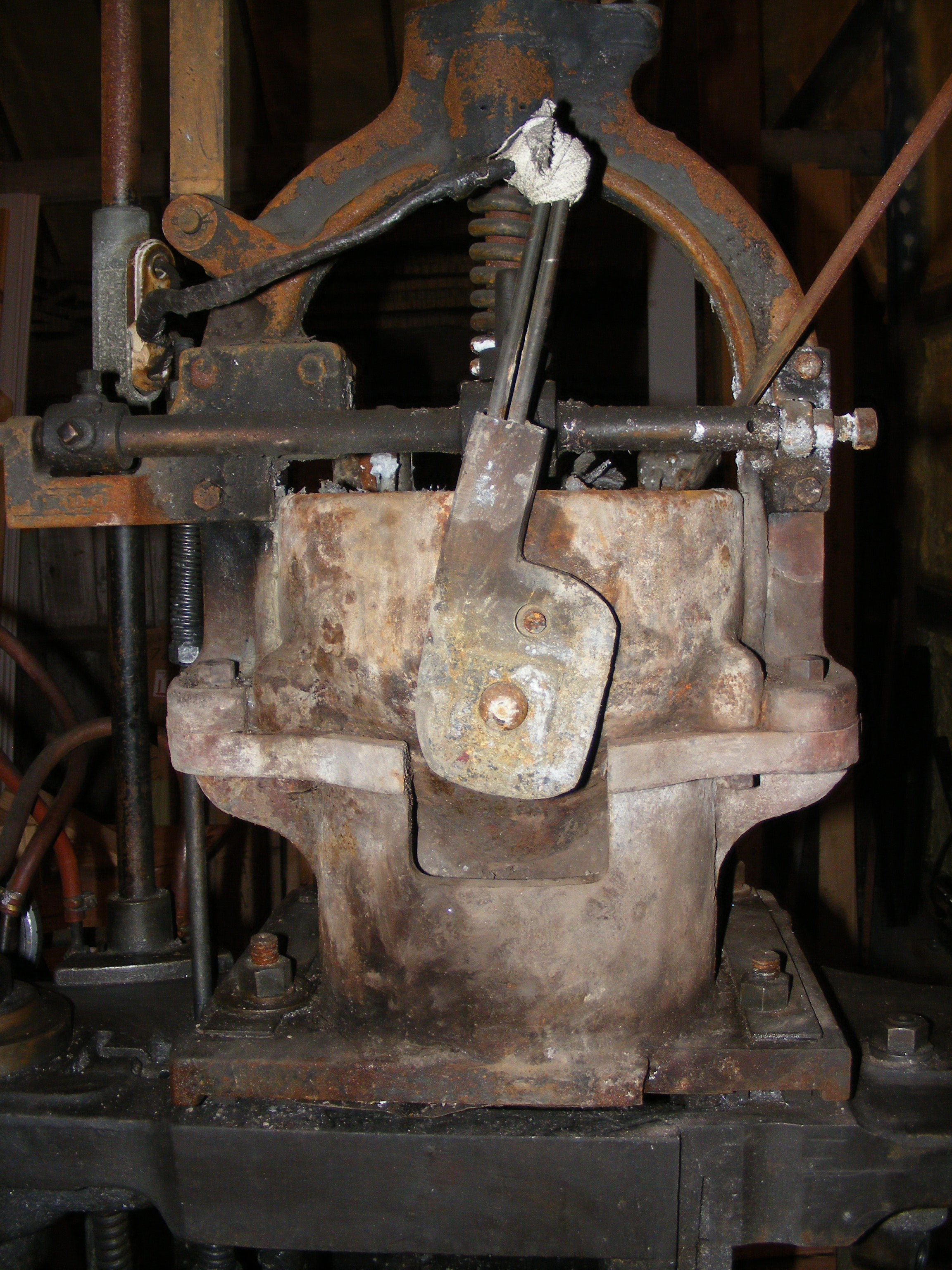
The pot swings on a pivot on the left side of the machine (shown below, left) but is supported by a substantial sector underneath it (below, right). This is not present on the "No. 1" size Barth (I believe that this is a "No. 3" size machine).
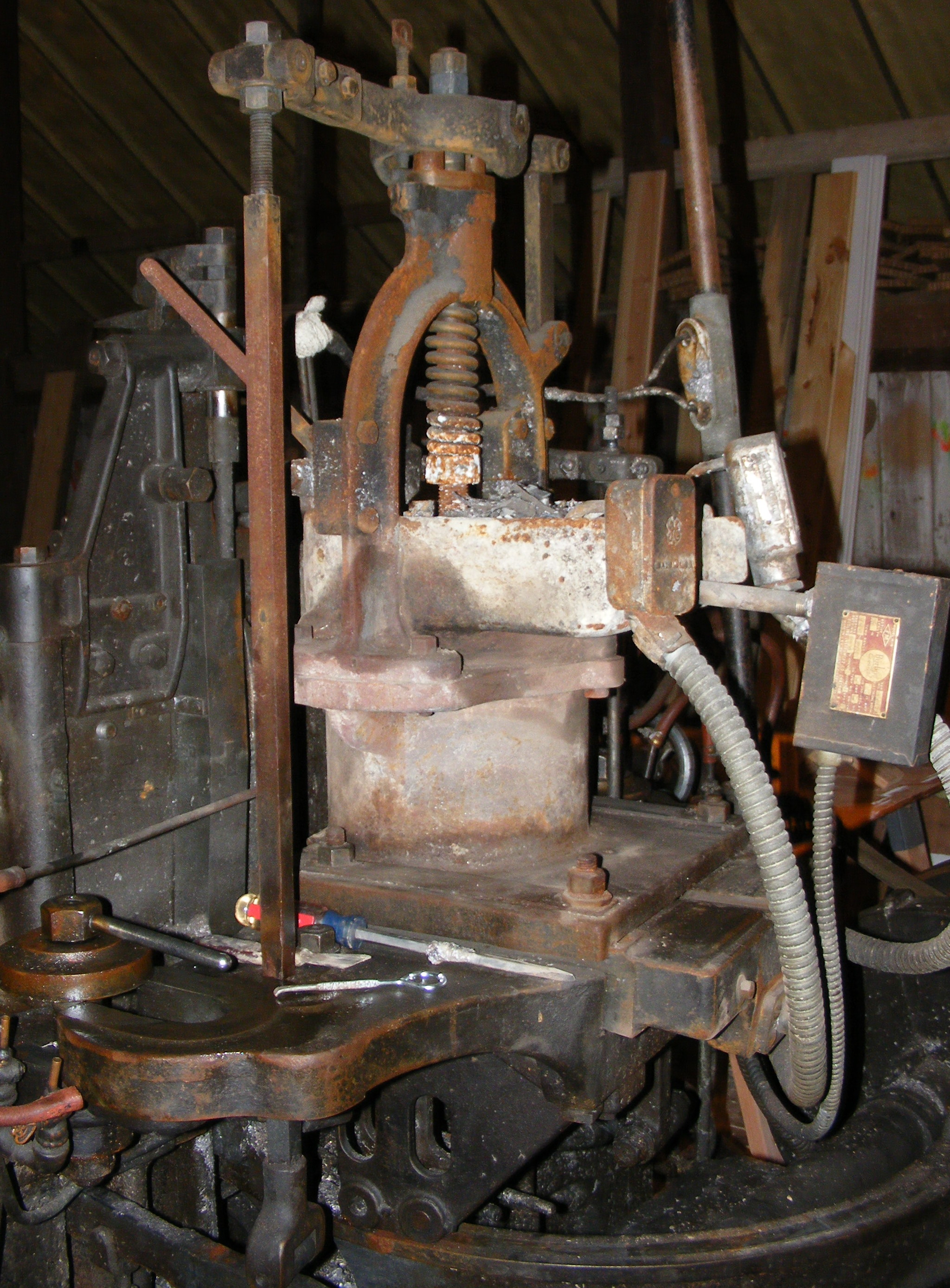
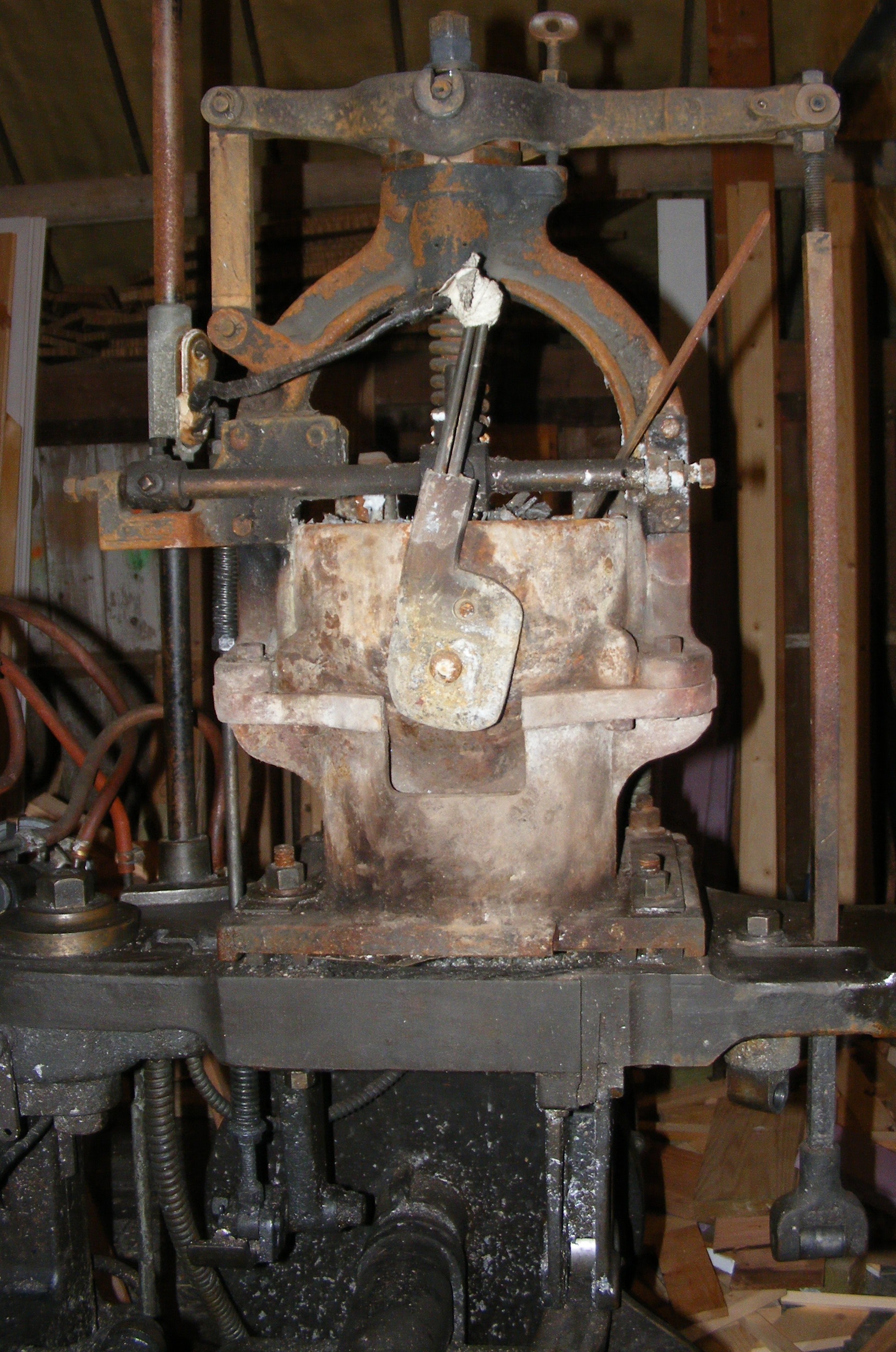
The nozzle (or nipple? - as I mentioned, I do not yet know the proper Barth names) and its electrical heater. The nozzle plate is the flat bar frozen diagonally in the pot at the right. The horizontal rod above the pot, together with the vertical rod on the left (with spring) actuate the choker.
The pot is fully swung back. This pot is currently electric, but clearly was originally gas.
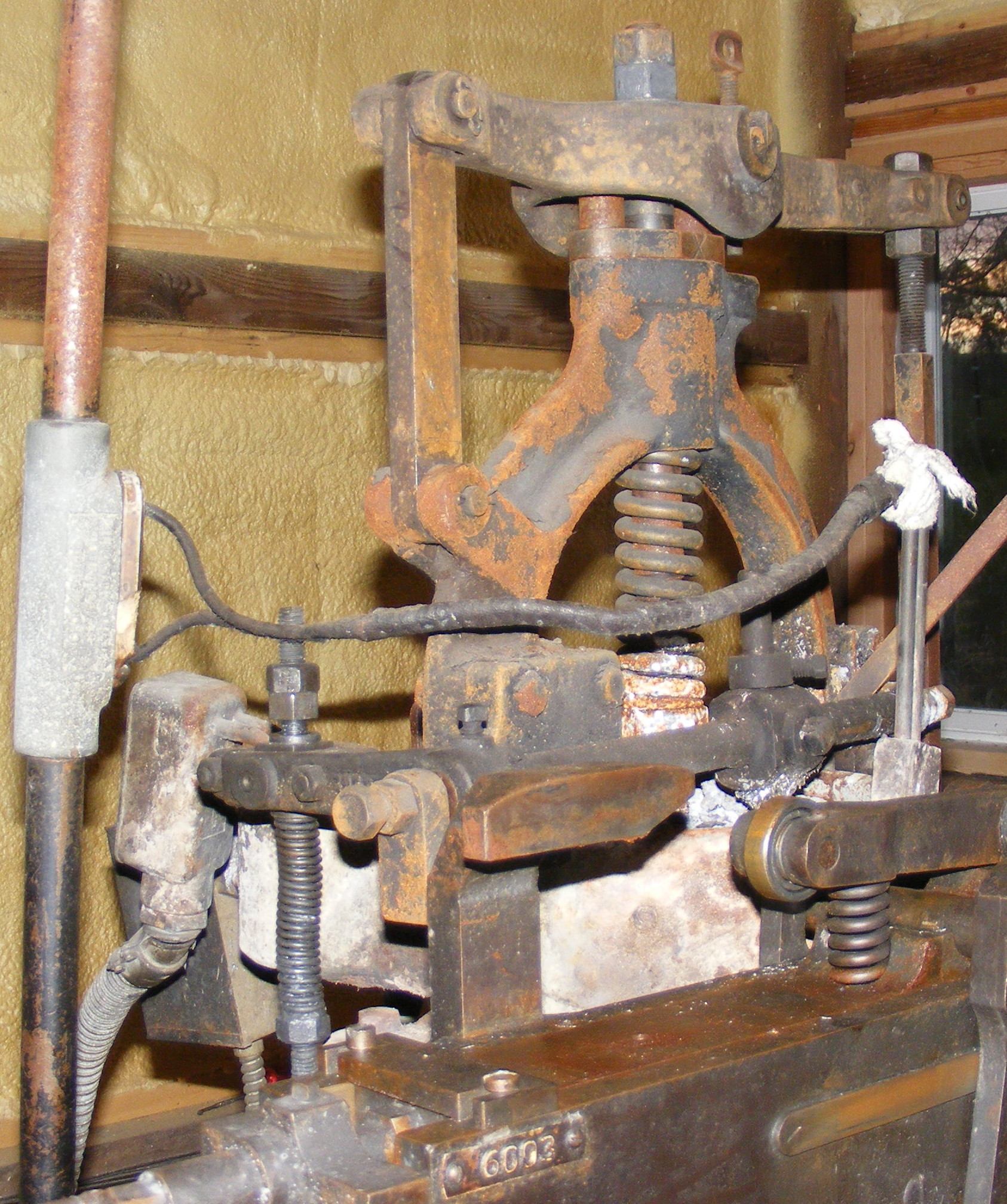
I was asked for a set of detail views of the pot (pump and choker) levers.
I should emphasize that I do not yet really know the correct terminology for the Barth. I'm extrapolating here from my experience with the Thompson, and the terms I use may be wrong.
From the front, with the pot swung closed:
From the right back side of the machine (right and left from the operator's perspective; right = starboard, left = port).
From the left back side of the machine (again, "left" from the operator's perspective facing the machine):
With the pot swung fully back (it swings 90 degrees back), from the nozzle side of the pot:
(left) The levers which actuate the rods for the pot levers, from the rear with the pot swung back. (right) The choker lever's rod and its actuator, from below.
All portions of this document not noted otherwise are Copyright © 2014, 2022 by David M. MacMillan.
Circuitous Root is a Registered Trademark of David M. MacMillan.
This work is licensed under the Creative Commons "Attribution - ShareAlike" license, version 4.0 International. See http://creativecommons.org/licenses/by-sa/4.0/ for its terms.
Presented originally by Circuitous Root®