The system adopted by the Lanston Monotype Machine Company, initially for the Monotype Composition Caster & Keyboard and later used in several other machines, is in my experience one of the most useful of all systematic symboling schemes. It is a remarkably flexible system which worked well in practice for over half a century. It is complicated, but its essential complications have to do with the irreducible complexities of machines and their parts. The only really annoying complications in it come from revisions and inconsistencies introduced over the course of three human generations and many additions to the machines. A slightly streamlined version of it could serve well as the basis for the parts system for any modern complex machine.
This system was described by Wilfred Bancroft (son of John Sellers Bancroft, who was deeply involved in engineering the Monotype) in The American Machinist in 1905 (just a few years after the Monotype came to market). It was intended as a system suitable for particularly complex machines. Bancroft cites figures of "1,062 different kinds of parts and 2,028 [parts] in all" for just the Composition Caster (not including the Keyboard).

Bancroft. "A Symboling System..." (1905)
Bancroft, W[ilfred]. "A Symboling System for Machine Parts." American Machinist, Vol. 28 (October 19, 1905): 531-534.
Digitized by Google from the University of Michigan copy and available via the Hathi Trust (Hathi ID: mdp.39015080284477). The icon here links to an extract of just the Bancroft article.
Note 1: 20th and 21st century part symbol systems tend to be designed to be stored in machines - punched card equipment originally, computers later. The Bancroft/Monotype system was not. Part symbols were intended to be typeset and printed in a single line (itself in the context of a sort of "paragraph" of related parts); the notation system requires an intelligent human reader. Physical position on the page and (in some versions) typeface variations matter. It's an older, less automatic, and more elegant approach.
Note 2: The Lanston Monotype Machine Company published two kinds of parts documents: books of "Detail Plates" containing illustrations of the machine with the parts called out on them, and Parts Price Lists (later just Parts Lists). While the "plate books" are necessary (and prettier), they are not themselves sufficient. They do not fully indicate the relationships between parts and do not identify what was or was not supplied as a unit. (In the case of the Thompson, they don't even show all of the parts.) The visually rather dull parts lists (sometimes parts price lists) are the basic books for identifying the parts of the machine and the relationships of these parts. They are your friends as you try to keep these machines alive. See:

Directions (1907-1909)
["Directions" extracted from] The Monotype: Parts and Accessories . (Philadelphia, PA: Lanston Monotype Machine Company, n.d. [between 1907 and 1909])
These are the Directions from an early Lanston Monotype parts list. It is undated, but must be from between 1907 (because it mentions the Model D Keyboard) and January 1910 (the date of the earliest addendum bound in it). The chances are it is closer to 1907, so I'll often refer to it here by that date. It is significant for several reasons. It still employs numbers (set in Roman and Italic) to specify contingent parts sets. It specifies the typographical layout of these numbers. Perhaps most importantly, it identifies the transition to the identification of contingent parts sets by footnotes as beginning with the introduction of the Model D Keyboard.
The icon here links to an extract of just the Directions. The entire book is reprinted in the Monotype Composition Caster & Keyboard Technical Literature Notebook.
Directions and Designations (1930)
[Extract of the introductory sections from] Parts Price List[,] Monotype Casting Machine and Type-&-Rule Caster . Fourth Edition. (Philadelphia: Lanston Monotype Machine Company, 1930).
The Bancroft/Monotype system divides a complex machine into "Groups." We'd call them major subsystems today. The intent is that a Group is "really a separate machine," which in the case of the Monotype caster and keyboard is "so designed that [it] ... may be fitted up complete, drawn from stock as required, and bolted to the bases of machines." {Bancroft 1905} Groups are designated by letters, which typically are assigned arbitrarily (A, B, C, ...) Sometimes double letters are used (KA, TC, ...)
With minor exceptions, there is no mnemonic correspondence between the letters used for a Group and the function of the Group. The Groups of the Composition Caster, for example, are simply lettered A, B, C, etc. The Type-&-Rule Caster is a variation of the original Composition Caster, and thus the two have the same symbol system.
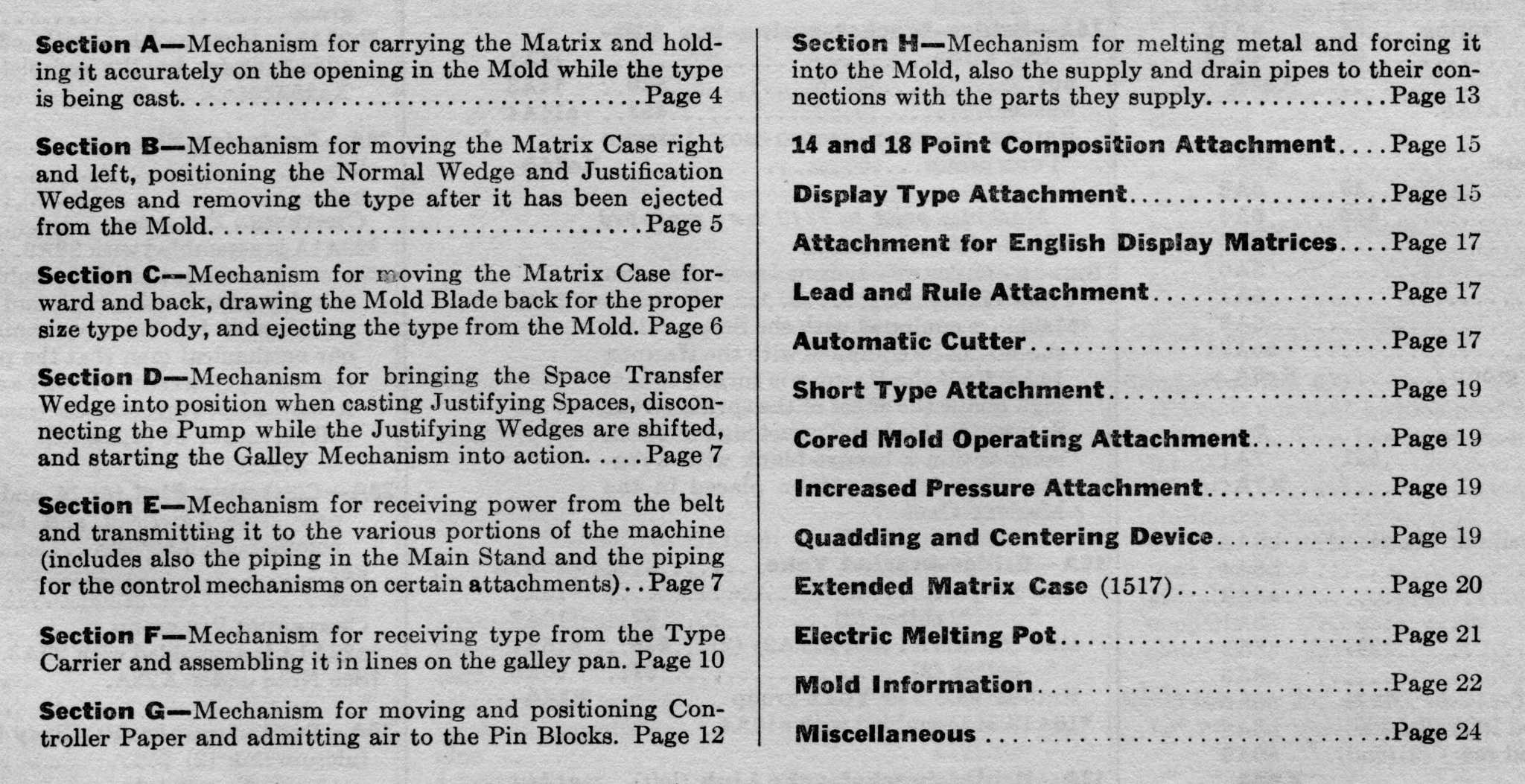
Here are the Composition / T-&-R Caster Groups as described in a relatively late (1952) Parts List. (Note however that by this time Monotype had inverted its usage of "Group" and "Section," so that "Section" in this list means "Group" as Bancroft described the system.)
(From {CC PL 1952})
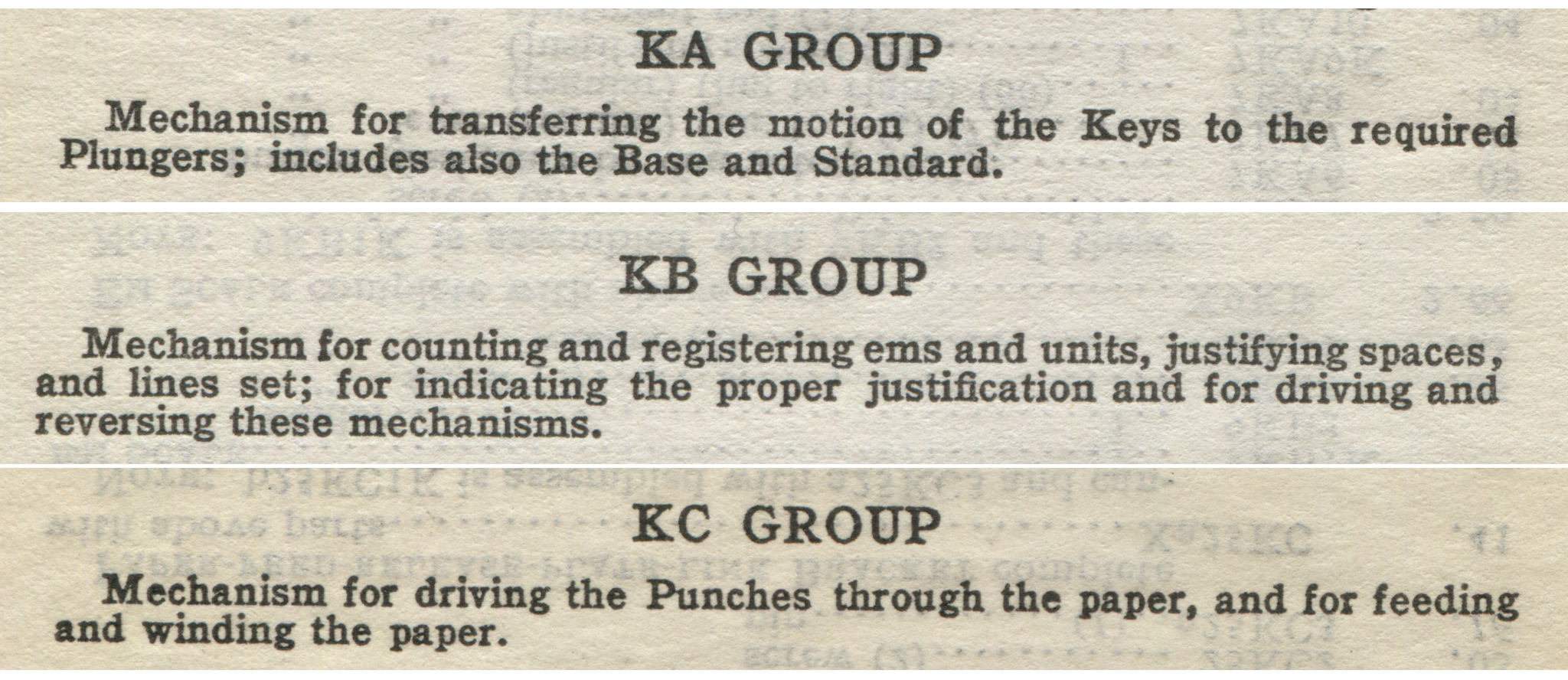
At least two machines were introduced which used two-letter Group designations where one letter indicated the machine and the other was assigned arbitrarily. These were the Style D Keyboard (introduced 1907) and (in England) the Super Caster (I'm not sure of the date of its introduction). The Groups of the Style D Keyboard all bear two-letter designations beginning with 'K' (for Keyboard, obviously), but within that they are simply KA, KB, and KC. Similarly, the Super Caster designations are SA, SB, etc.
Here are the original Style D Keyboard Group definitions, from the 1907-1909 Parts and Accessories book. The lack of any mnemonic quality in 'A', 'B', and 'C' is evident.
(From {CC PL 1907})
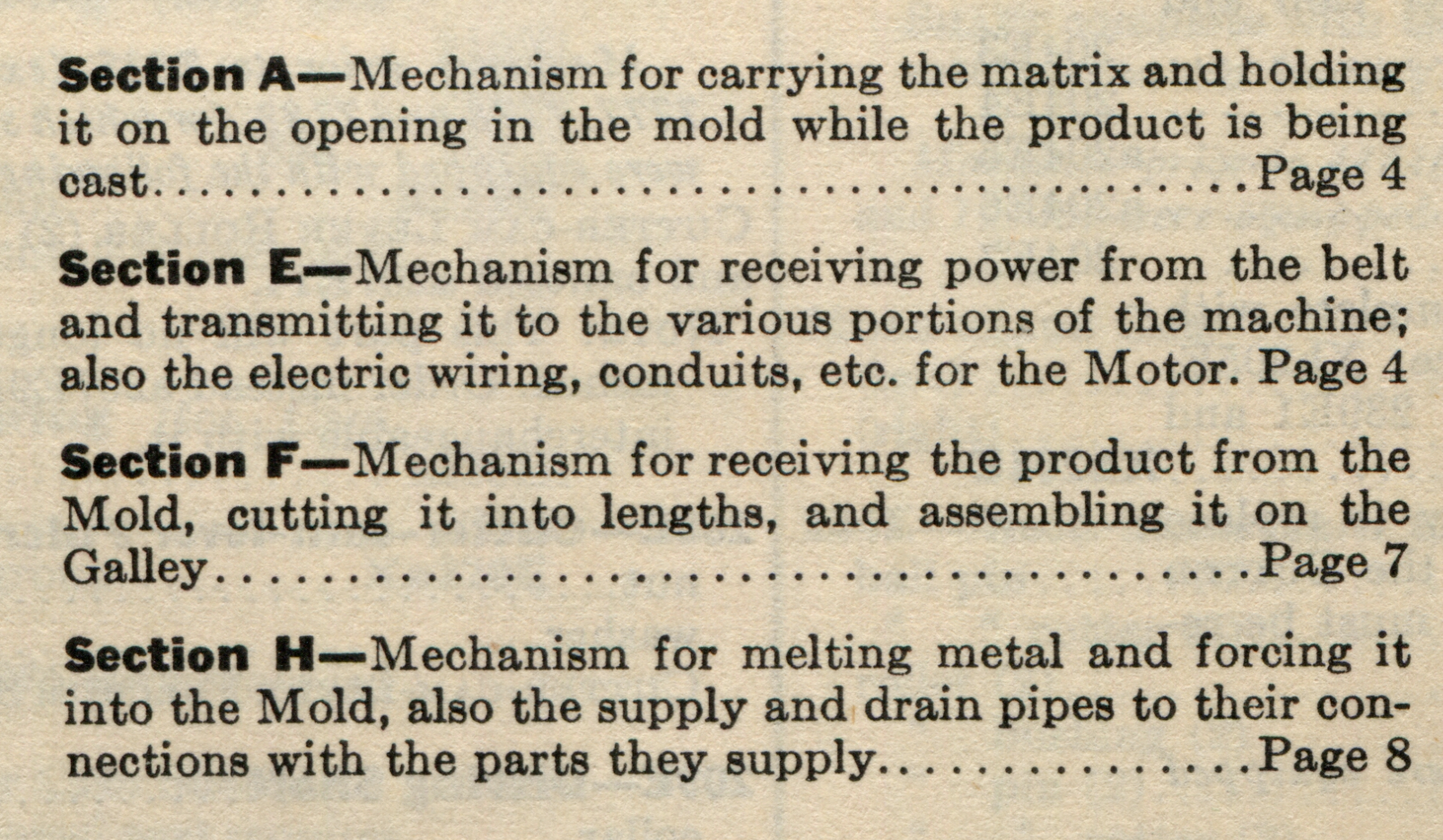
The Lanston Monotype Material Making Machine (introduced in 1923) was symboled compatibly with the Composition Caster / Type-&-Rule Caster. It employed the same Group letters for corresponding major divisions (but it used only A, E, F, and H). Within these, to avoid conflict with the Composition Caster / T&R Caster it used higher Section numbers (q.v.) Here are the four Groups (again, confusingly, called "Sections: by this date) of the Material Maker (A, E, F, H) from its 1952 Parts List. Compare them to Groups A, E, F, and H of the original casting machine.
(From {MM PL 1952})
There are, however, two problems with the practice of using a single sequence of Groups/Sections on two different machines. One of these problems is pratical, the other logical.
On the practical side, when additional features for the Composition Caster / T&R Caster were developed their Section numbers ( see below) began to conflict with the Material Maker's symbols. For example, in Group A, Symbols 1A to 54A are for the regular casting machine. Symbols 55A to 65A are for the Material Maker. Symbols 62A and 66A seem not to have been assigned (at least as of {Giant 1952}) Symbol 67A is for Attachment 20CU of the regular casting machine. Once the Section numbers within group A became mixed between two machines, it became impossible to determine which machine a Symbol referred to without consulting an index.
On the logical side, there is an issue with using one Group letter for two different machines. Group H, for example, refers (primarily) to that part of the machine where metal is melted on both the Composition / T-&-R Caster and the Material Maker. But these two melting pot mechanisms differ in their design. They're really different (sub)machines. Assigning them the same Group letter violates the principle articulated by Bancroft in 1905 - that each Group represents a single logically complete (sub)machine in its own right.
Perhaps as an acknowledgement of this, the Giant Caster (introduced in 1925) and the Thompson Type-Caster, (acquired by Lanston Monotype in 1929) were each treated as a single Group and assigned a single two-letter code: GC and TC, respectively.
There is one exception to this use of groups which I still do not understand. Caster attachments have a Group designation of 'CU', but consist of individual parts with conventional caster Group designations. For example, to apply Attachment 9CU, the Display Type Attachment, you install parts including a14B12, 70D1, 57H3, etc. There are no part numbers with 'CU' in them.
I am at present unaware of any surviving literature describing the parts identification of Keyboards prior to the 1907 Style D.
Each Group is divided into various subassemblies which, in at least the circa 1907 Parts and Accessories book, {CC PL 1907} are called "Sections." (But note that in later books Monotype inverted its usage of "Group" and "Section.") Each of these Sections within a Group is numbered. The Section number is prefixed to the Group's letter. Thus, "1A" in the Lanston Monotype scheme indicates the "Bridge" of the machine considered as a Section (or "1TC" for the Thompson is the Base, considered as a Section).
Within each Section, the individual parts are numbered. The sequence of the numbers is arbitrary, but generally proceeds from more-to-less major parts.) Thus Lanston p/n "1A6" specifies the "Bridge, Guide Rod Bushing."
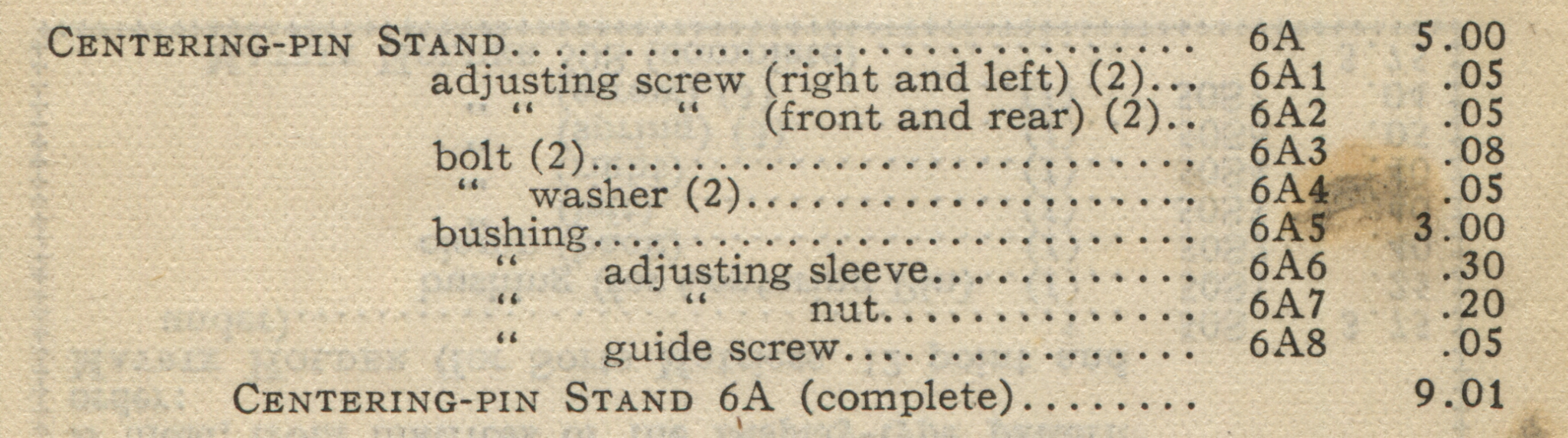
There is an inconsistency in Lanston Monotype's use of this scheme over time. In the original scheme as outlined by Bancroft the prefix-only part number for a Section (e.g., "1A") indicated the most important part within that Section, not the Section itself. Here, for example, is the entry for Section 6A, Centering-pin Stand, from {CC PL 1907}.
(Note to modern programmers: This is not an instance of counting from zero. The general notion that one counts from zero in mechanical applications is a product of a century of engineering training beginning with the commercial tabulating machinery of the early 1900s. It is abundantly clear from both the parts numbering systems and the matrix series numbering systems that counting from zero had no place in the minds of Lanston Monotype engineers.)
This method of starting with the second parts as part 1 has the disadvantage that there is no easy way within the scheme to refer to the entire Section. If you try to call the Section "6A" then it wouldn't be clear if you were really referring to the entire section or instead just to its first part, 6A. This naturally makes ordering the entire Section as a unit more complex (see Section Ordering / X Prefix, below).
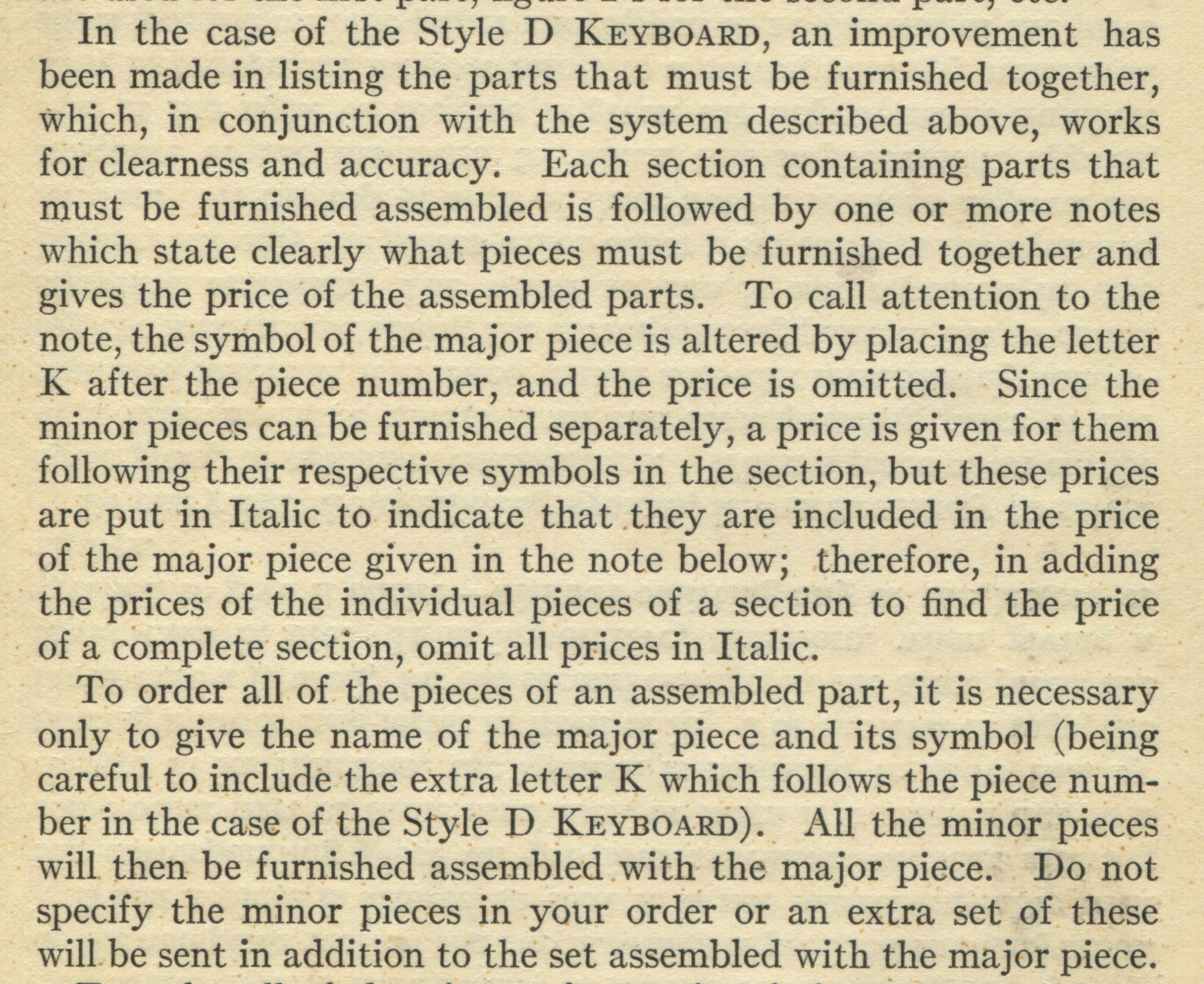
When Lanston Monotype introduced the Style D keyboard (the first Monotype QWERTY keyboard) in 1907, they changed this practice and began the part numbering with the first part of the Section. (They did not, however, go back and change part symbols for existing machines.) As they said in circa 1907 Parts and Accessories book :
The separate pieces [parts] in each section are numbered from 1 up on the Style D Keyboard list, while on the other lists [for the Casting Machine] the first piece in the section takes the section number and group letter only.
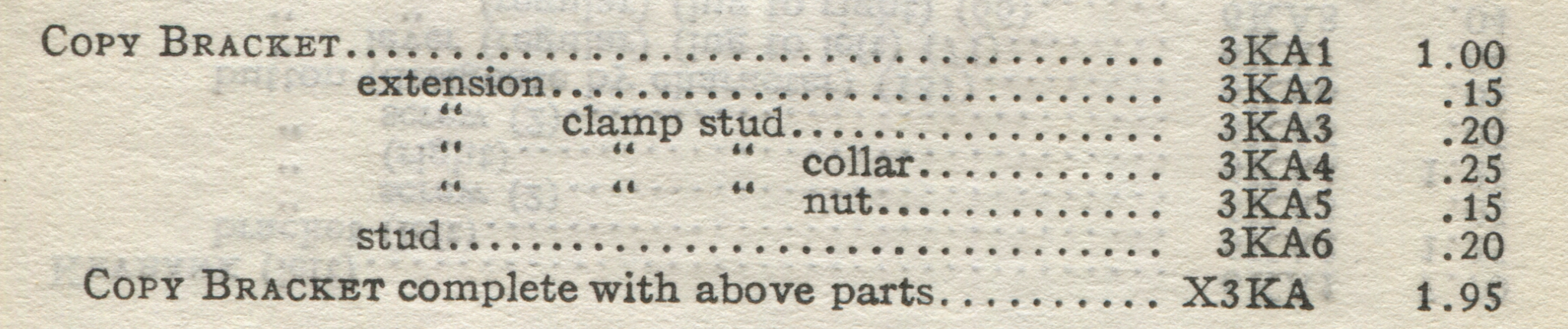
Here, for example, is the listing for Section 3KA, Copy Bracket (for the Style D Keyboard) from the 1907-1909 Parts and Accessories book:
(From {CC PL 1907}. Ignore the 'X' prefix in the last line for now.)
This practice of numbering providing a piece number for every part in the Section is followed in later practice. Thus, on the Thompson after its acquisition by Lanston in 1929, the prefix-only symbol indicates the entire Section while a symbol with prefixed and suffixed numbers indicates an individual part. For example, "2TC" is the "Cam Shaft" Section. "2TC1" is the Cam Shaft itself, etc.
They applied the newer practice of numbering from '1' semi-retroactively to the Composition / T-&-R Caster. The symbols of the machine through 1907 were left unchanged. But symbols for Sections added later were done according to the new scheme. Thus the caster as of 1907 had Group A Sections through 9A. Beginning with Section 10A, parts were numbered starting with 1 for the first part.
(From {CC PL 1930}. Ignore the 'X' prefix and the "310" for now. I didn't use 10A as the example here because it contains even more changes not yet discussed.)
Perhaps because they kept the original scheme for the original parts of the casting machine they did not take advantage of the possibilities of the revised Section numbering for ordering. In neither system would you order a complete Section simply by specifying a symbol such as "6A". (In the original scheme you'd say "6A (complete)". Later, you'd prefix an 'X'. See Section Ordering / X Prefix, below).
The use of the term "Group" to refer to the overall lettered divisions of the machine is firmly attested in both Wilfred Bancroft's 1905 article (the only theoretical treatment of this system of which I am aware) and the circa 1907 Parts and Accessories book . The use of "Section" to refer to the numbered divisions with a Group is attested in the circa 1907 Parts and Accessories book (which reflects the original practices and the very first changes to them).
However, it would appear that over time Lanston Monotype had some difficulty in understanding its own system. By the 1930 edition of the casting machine Parts Price List they had inverted this usage:
MAIN LIST: Consists of the parts of the Composing Machine arranged alphabetically, first by sections (A to H inclusive); second by groups within each section; third by individual pieces within each group.
Similarly, in the 1942 Lanston Monotype-Thompson Type-Caster, which was assigned the single lettered division 'TC' (a Group in the original terminology), the numbered divisions within this are called "Groups" (not Sections) in the 1942 Parts Price List . For example, on p. 3:
The letters "TC" indicate that these Screws [in an example just used] are part of the Thompson Caster. The figure 1 preceding the letter indicates that these Screws are in group 1 (groups being numbered consecutively from one up).
Obviously, when you have a situation where the company itself swapped the meanings of the two major terms in its symboling system you have a problem which admits of no correct solution.
Most actual maintenance of surviving machines is done from a later perspective, so it probably makes sense in practice to adopt this inverted usage because it corresponds to the later parts books.
In this present Notebook, however, where my subject is the theory of the system, I'll attempt consistently to retain the original terminology.
A distinction must be made between what I'll call "multiple parts" and what Bancroft calls "duplicate" parts.
"Multiple" parts are parts which are used more than once within the same Section. For example, in the Centering-pin Stand 6A for the Monotype casting machine there are four parts (all screws, bolts, or washers) each of which is required in quantities greater than 1. This is shown by giving the required quantity in parentheses just after the part name:
Bancroft gave no particular name to this numeric field in his 1905 article, but by at least the 1930 Parts Price List it was called a "Quantity".
By way of contrast, "duplicate" parts as Bancroft describes them are parts which are used more than once across more than one Section. As will be seen below, these are indicated with a numeric coding scheme which uses an additional field on the line.
Machines will have duplicate parts which are used variously throughout the machine - especially screws and related smaller pieces of hardware. To the manufacturer, it is important that these all be identified as the same, regardless of where they are used. Otherwise you end up establishing duplicate manufacturing operations to make two identical versions of the same part - greatly increasing its cost. But to the customer, this is irrelevant. As Bancroft says, "To the customer ... [who is] ordering a repair part, this has no interest whatever; he wants a Bridge Screw 1A1 and he cares not a jot for the fact that this Screw is also used for the Galley-pan-shelf Screw 17F5, although this is of the highest importance to the shop." (p. 534)
The Bancroft/Monotype system handles this by adding another field to indicate the common identity of duplicate parts in their various uses. In the original scheme, it was intended that this field would be printed only in the internal-to-the-company versions of the parts lists - not in the versions issued to customers. In the earliest parts list which I have seen, the 1907-1909 Parts and Accesories list (see {CC PL 1907} ) this was the case; the field indicating duplicate parts does not appear.
However, at some later point this field was printed in the customer versions of the lists. It appears in all of the more common later parts lists.
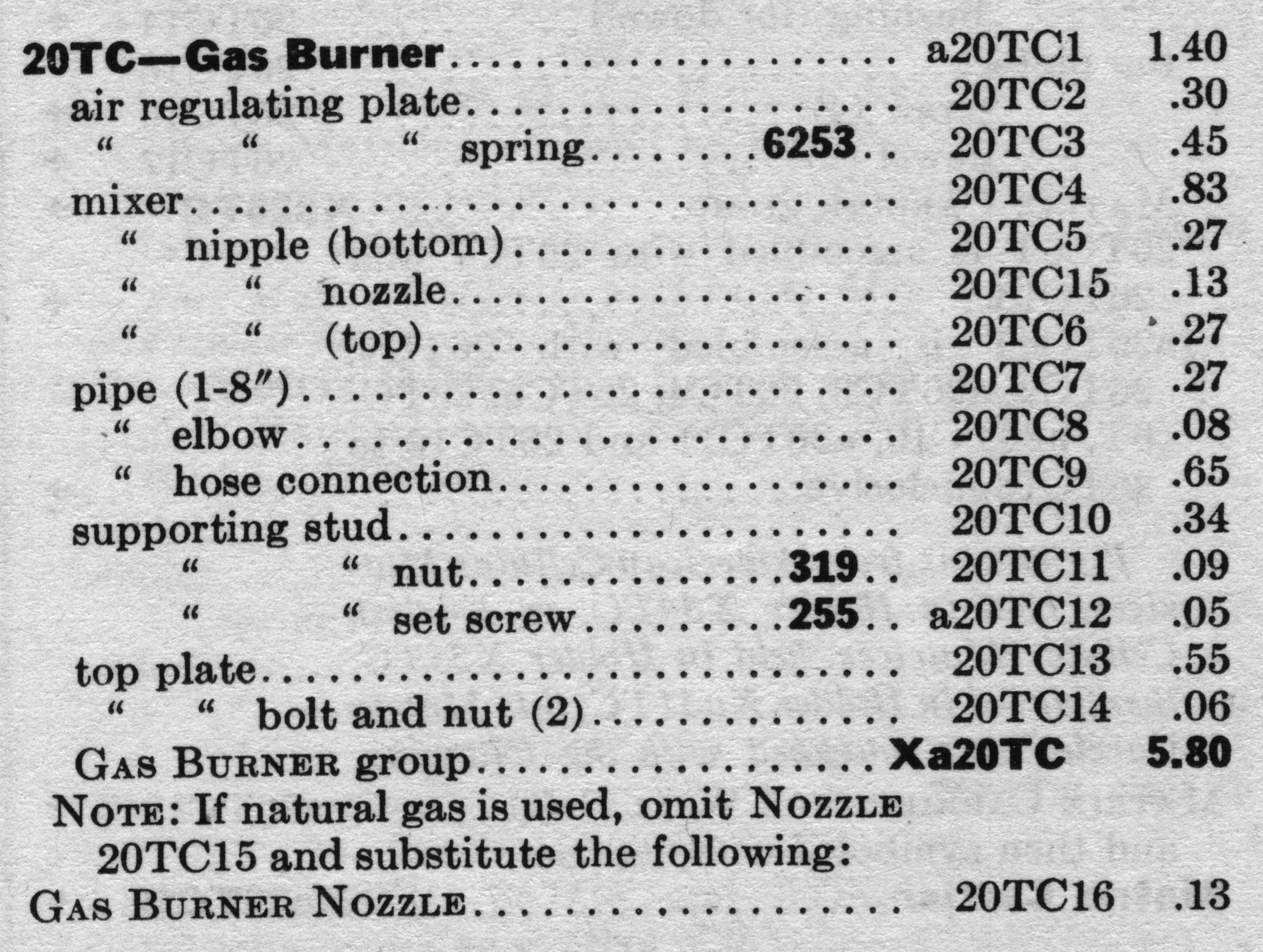
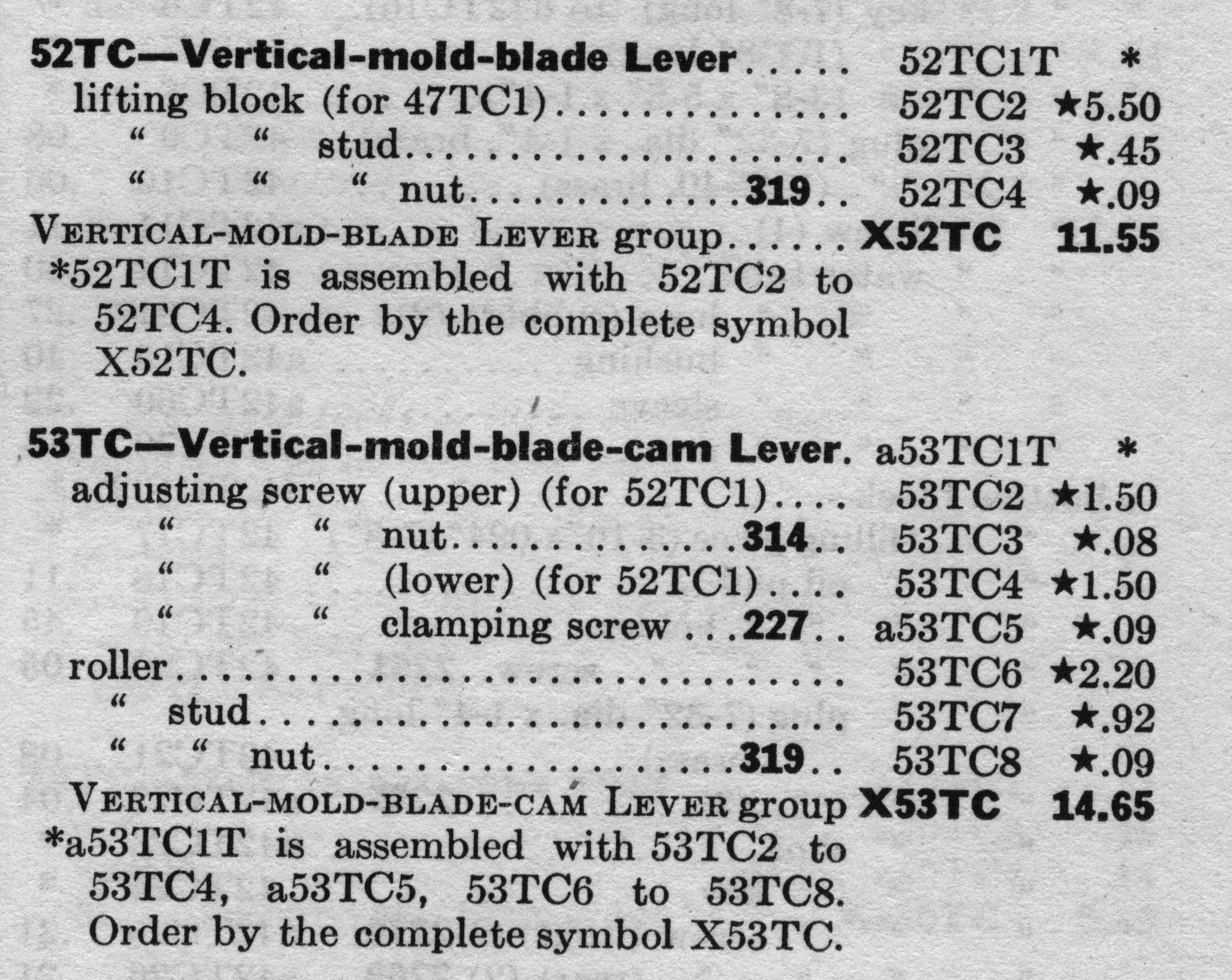
This optional field is simply a number, and each number uniquely identifies the part as a manufactured item. Here, for example, are three of the instances of Classifying Number 319 (a nut) in the Lanston Monotype Thompson Type-Caster:
(From {TC PL 1942}.)
To a customer ordering a part, 20TC11, 52TC4, and 53TC8 are completely independent - you order by the part number. But to the factory, both of these are part 319 and the same nut would be drawn from stock to supply an order for any of these parts.
To the best of my knowledge, unlike the Mergenthaler Linotype Company the Lanston Monotype Machine Company did not publish charts of specifications for "common hardware" parts such as these. Indeed, it cannot be assumed that these are "common" hardware parts at all - the Lanston company (which grew out of the remarkable Sellers works of the 19th century) had a habit of manufacturing even screws to their own specifications and tolerances.
In his 1905 article, Bancroft called this numeric field a "Manufacturing Number." But by at least the 1930 Parts Price List {CC PL 1930} it was called a "Classifying Number." "Manufacturing Number" seems to me a better term, but generally here I'll use the more familiar term "Classifying Number".
I have not yet determined whether Lanston Monotype used the same Classifying Numbers between machines (for example, whether a66H21, "Gas Burner (3-Burner) Clamp Nut", Classifying Number 319 on the Composition and T-&-R Casters, is the same as Classifying Number 319 on the Thompson).
Although it is perhaps not necessary, the Bancroft/Monotype system further systematized method of indicating duplicate parts by using a convention for the first digit of the Classifying Number. '1' was used for bolts, '2' for screws, '3' for nuts, etc. Thus you can see at a glance that a 319 and a 321 are both nuts.
(Bancroft says that Lanston Monotype needed only nine such numbers (1 thorugh 9), but indicated that if an expansion was required it would use "01" (thus, 1 through 9, then 01, 02, etc.) Modern concepts of arithmetically consistent sorting sequences really came out of tabular sorting systems in the early 20th century (and the computer, later), and weren't part of the pre-1900 thinking at Lanston Monotype.)
Bancroft's explanation also makes it clear that a Classifying Number such as 6253 (used, e.g., in 20TC; see above) indicates spring ('6') number 253.
The scheme for this digit changed slightly over time. In Bancroft's 1905 article it is:
By the 1930 parts price list, it had become:
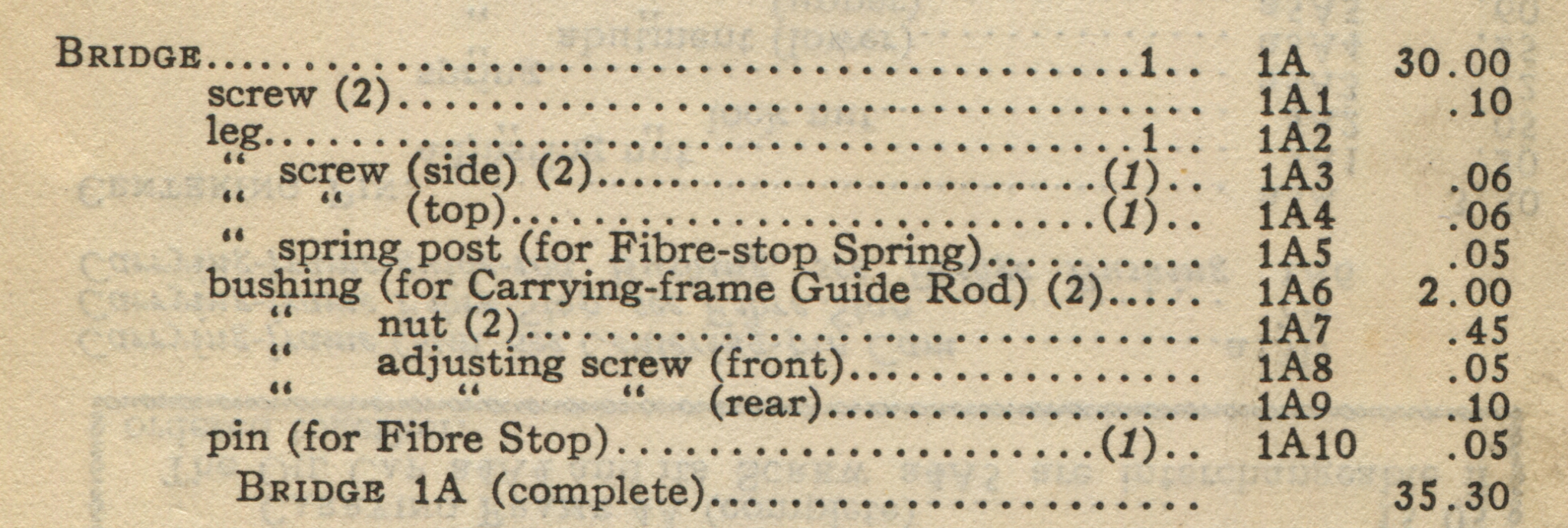
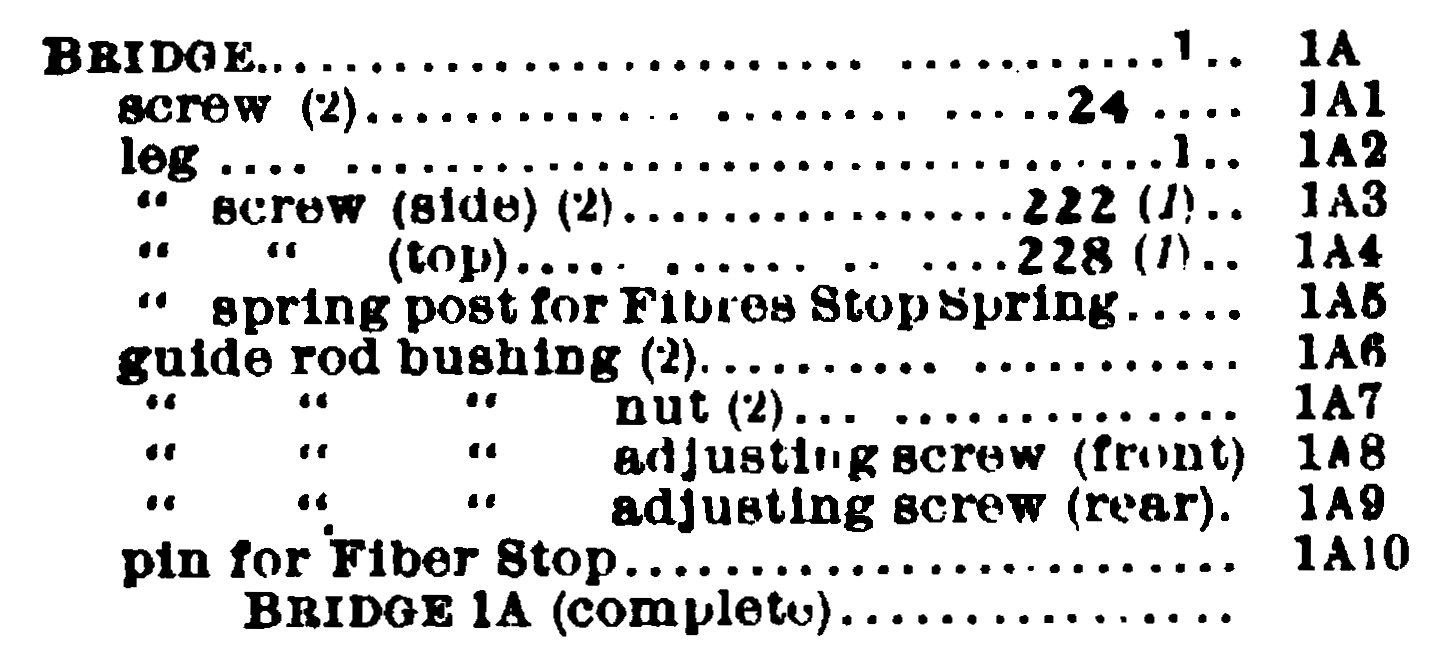
As originally conceived, the Classifying Numbers (Manufacturing Numbers) would have appeared only in the internal-to-the-company parts list. The customer, having in principle no need for them, would never see them. Here, for example, is the listing for Section 1A in the 1907 Parts and Accessories book. Note that no Classifying Numbers appear, even though (as it happens) parts 1A1, 1A3, and 1A4 are duplicate parts which in fact have Classifying Numbers.
(From {CC PL 1907})
In the example above, the Quantity Number, if present, is printed in parentheses just after the part name, before the line of leaders (dots). The contingent parts set number, if present, is printed in either roman type without parentheses or in italic type within parentheses at a location one Em leader (two En-leader dots) from the end of the line of leaders. (We know its intended typographical position because it is specified explicitly in the introductory material to the 1907 Parts and Accessories book.)
Compare this with the same listing from an internal (factory) parts list, as presented by Bancroft. In this example (below), the Classifying Numbers 24, 222, and 228 appear.
(From {Bancroft 1905})
In this notation system, the Quantity number (if present) was printed in parentheses, in ordinary roman type, immediately after the part name.
The contingent parts set number (if present) was printed two Em leaders (two En leader dots) from the end of the leaders, in roman type or in italic type within parentheses.
The Classifying Number (if present) was distinguished from both of these by two means:
Later versions of the scheme omitted the contingent parts set number but added (to customer versions) the Classifying Number. This eliminated a potential source for confusion. There were now a maximum of two numbers on the line: an optional Quantity (always in parentheses) and an optional Classifying Number.
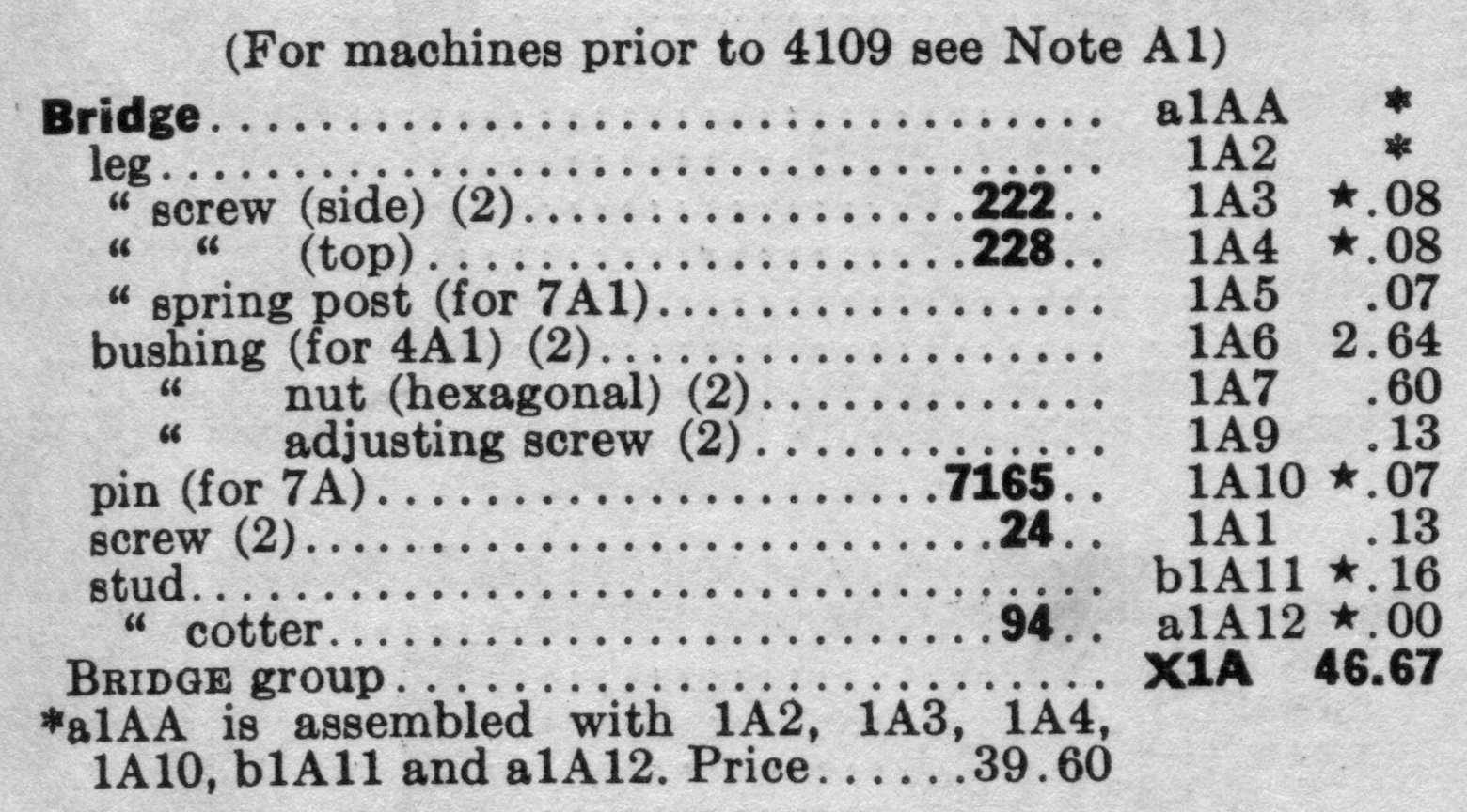
In these later versions, the Classifying Number came to occupy the position formerly occupied by the contingent parts set number, one Em leader (two En-leader dots) to the left of the end of the line of leaders. However, presumably due to inertia, it continued to be printed in bold type even though this was no longer necessary to distinguish it from the contingent parts set number. Here is the same section from the 1930 Parts Price List:
(From {CC PL 1930})
In every system which attempts to represent the manufactured world, there will be exceptions. Lanston Monotype did not always provide Classifying Numbers for all identical parts.
For example, in the Thompson Type-Caster, four cam rollers are identical:
But there is no Classifying Number in the parts lists to indicate that these are the same part. This is significant to the Thompson operator because this part is subject to wear - and under improper lubricating conditions to rapid wear. It is one of the more commonly replaced parts on the machine.
Of course, the initial idea in the Bancroft/Monotype scheme was that the "Classifying Numbers" would be known only to the factory (and printed only in the factory editions of the parts lists). It is possible (though we have no way really of knowing) that they only printed the Classifying Numbers for commonly available commercial parts. The cam rollers were Monotype-specific parts.
(This was the most complicated, most frequently changed, and least satisfactory aspect of the Bancroft/Monotype system.)
Certain sets of parts within a Group could only be ordered together. So (using one of Bancroft's examples), Lanston would not supply the Bridge (1A) and the Bridge Leg (1A2) separately. They were fitted together in the factory and ground to final form as a unit. They could not be supplied as independent interchangable parts.
Other sets of parts in the same Group should be ordered together in normal circumstances, but could be supplied independently. Continuing Bancroft's example, the screws which attached the Bridge 1A and Bridge Leg 1A2 really should be ordered at the same time as the Bridge and Bridge Leg, but Lanston would supply them independently.
Contingent parts were indicated in three ways over the history of the Bancroft/Monotype symboling scheme.
The original Bancroft/Monotype system as described in 1905 specified part contingency by adding a number (in practice a single digit) to the line. Each part within the Group which contained this number either should or must be ordered together. If the number was printed in Roman type, the parts must be ordered together. If the number was printed in italic type, with parentheses, the parts should be ordered together. Thus (from the 1907 Parts and Accessories book):
(From {CC PL 1907})
In this example, the '1' printed in roman type for 1A and 1A2 indicates that these two parts would only be supplied together as a unit; each was contingent on the other. The " (1)" printed in italic type for 1A3 and 1A4 indicates that these two parts should be ordered together with the parts flagged '1' (1A and 1A2), but that they would be supplied as separate parts if so ordered.
Part 1A3 is both a multiple part (two are required) and a contingent part (in the set no. '1' of contingent parts for this Section).
In most cases, each Section has no more than one set of contingent parts, but sometimes there are more:
(From {CC PL 1907}. Ignore the unusual group letter, 'S' in this example.)
This contingent-part number, if present, would be printed as the last number before the actual part symbol. It would appear one Em-leader (two En-leader dots) from the end of the line and would be printed either in roman or italic (in parentheses). It could always be distinguished from the Quantity number because even if a Quantity number was pushed to a position an Em-leader from the right (as is the case, for example, for 6A2 in the 1907 Parts and Accessories book) a Quantity number would always be printed in roman type in parentheses (vs. roman without parentheses or italic with parentheses for the contingent parts set number).
In the system as originally conceived, all three numbers (Quantity, Classifying, and contingent parts set) could appear together only in the internal-to-the-company version of the parts list. In the customer version, the Classifying number never appeared. We have from Bancroft's 1905 article an example of how this internal parts list would have looked, with all three numbers:
(From {Bancroft 1905})
Obviously there was considerable room for confusion as these numbers proliferated on the line. In particular, while using type variants (roman, bold, italic) works for printed catalogs, it cannot work for handwritten orders.
The first change to this occured with the introduction of the Style D Keyboard in 1907:
(From {CC PL 1907})
What is curious is that even though Lanston was introducing a new product (the Style D Keyboard) which had never had a parts list previously, and even though the new scheme of notes was itself sufficient, in 1907 they still retained, redundantly, the old scheme of contingent parts set numbering.
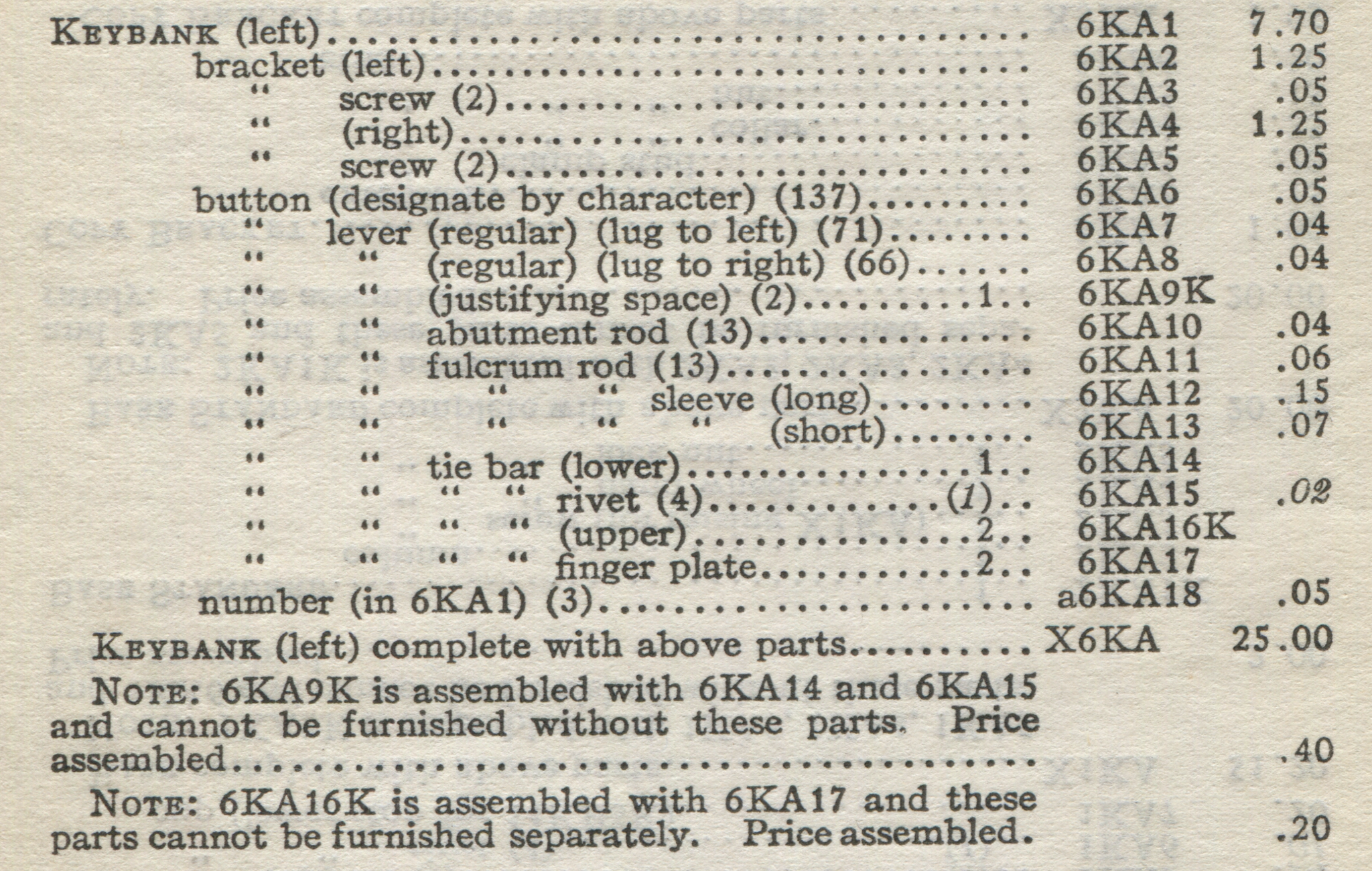
Here is an example, from the 1907 Parts and Accessories book. It shows the use of the suffix 'K'. It demonstrates that this suffix is applied not to the Section overall but to the primary part of each set of contingent parts. It illustrates the use of italics to indicate the price of contingent parts separately priced (a star was to be used in subsequent revisions to the scheme).
(From {CC PL 1907}. This example also shows part numbering from the first part of the Section, the use of the 'X' prefix for ordering (also an innovation in the parts lists for the Style D Keyboard), and part revision lettering; these may all be ignored for now.)
By at least the 1930 Parts Price List, the scheme introduced with the Style D Keyboard had been modified slightly:
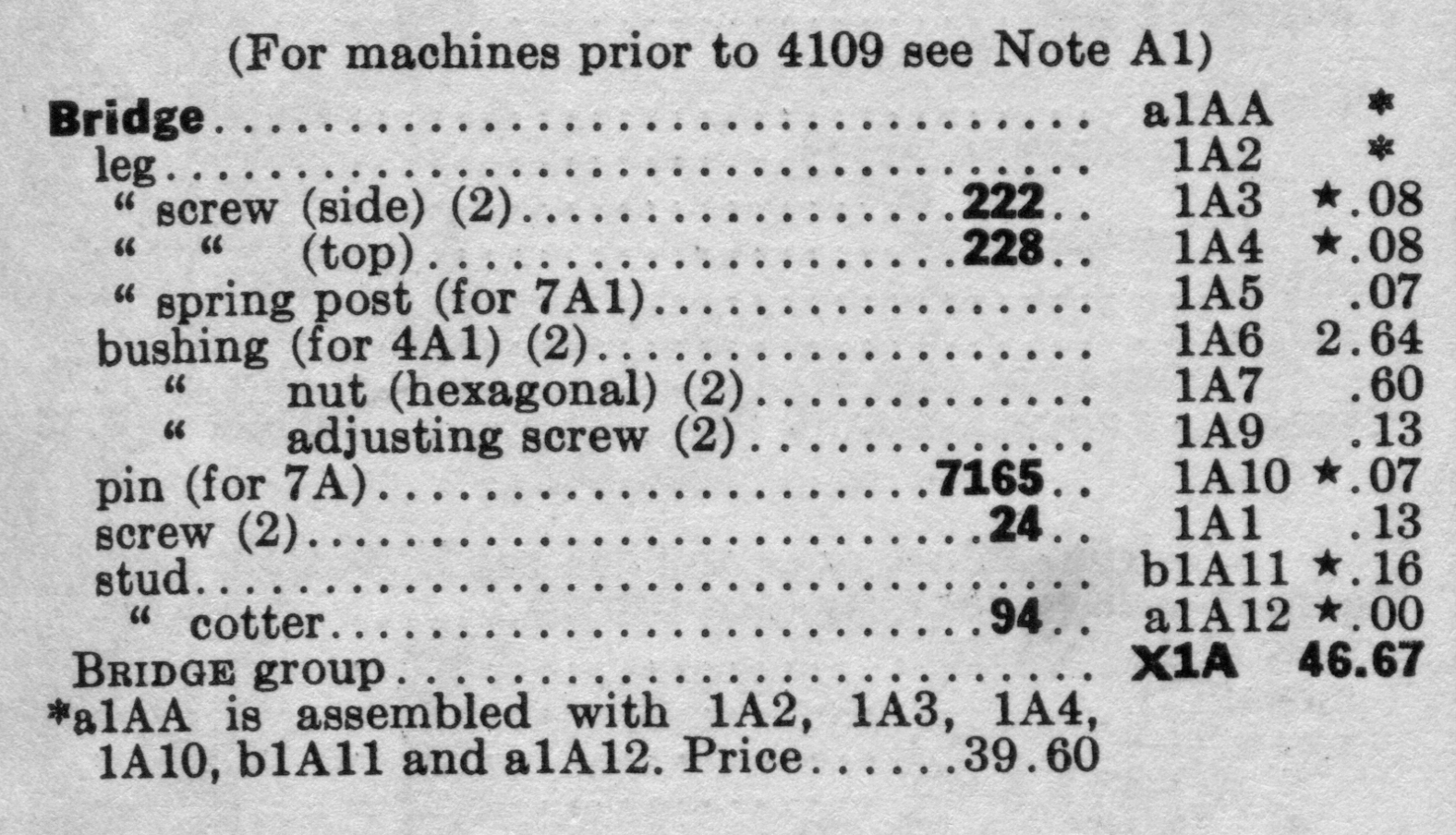
Here, for example, is the Bridge Section 1A from the 1930 Parts Price List. Rather than suffixing a 'K' as was done in the Style D Keyboard, the letter of the Group is suffixed ('A') Note that because this is a section symboled according to the original scheme (thus, starting with part "1A" rather than "1A1"). So "a1AA" isn't a double-A but a suffixed-A.
(From {CC PL 1930} Ignore the 'a' and 'X' prefixes for now.)
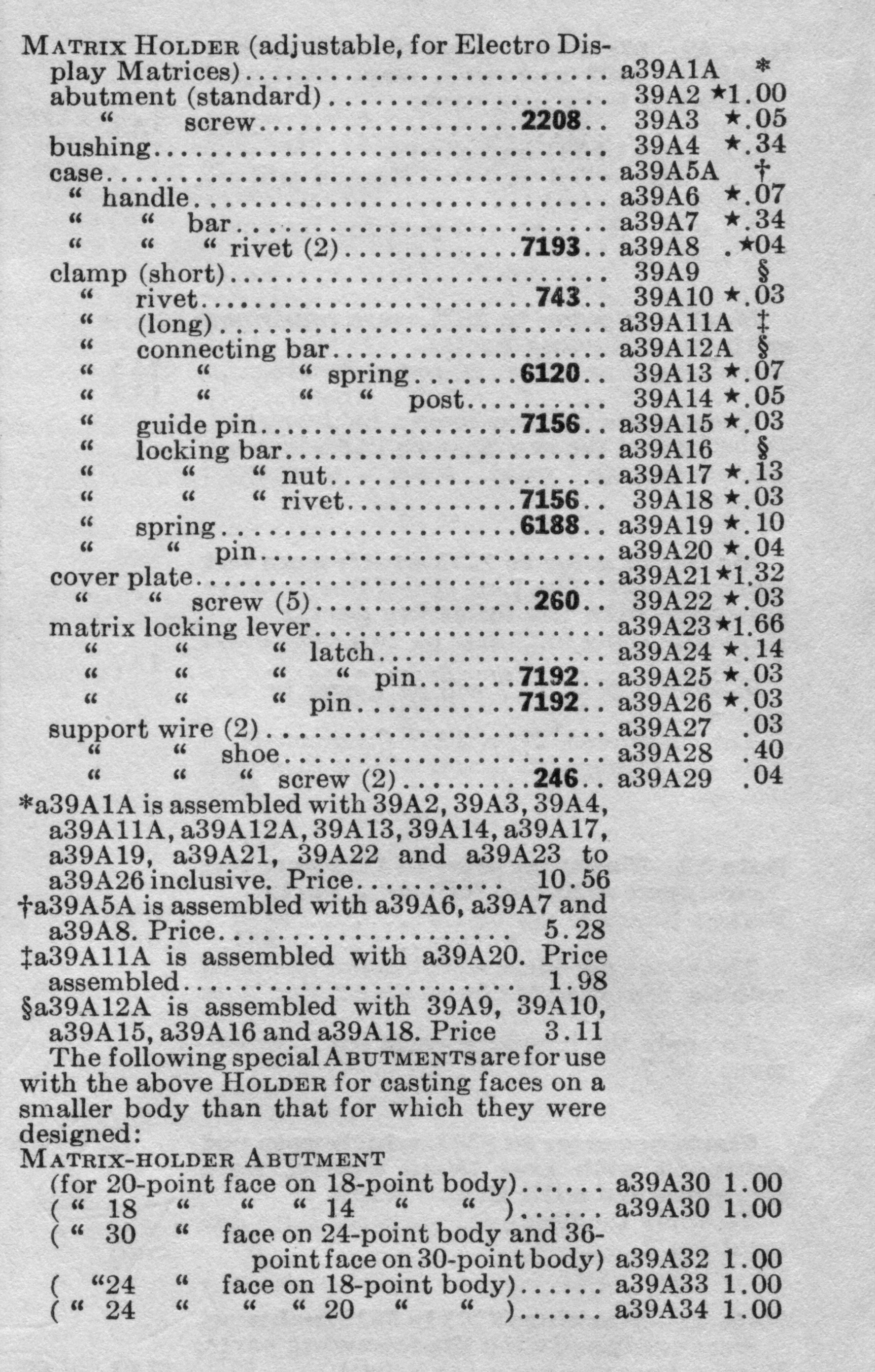
Here is an example from later in the same parts list which shows all four symbols in use for the same part.
(From {CC PL 1930}. This Section is in Note A18 (p. 20), which explains that this Matrix Holder is obsolete and will no longer be furnished new.)
In other situations, a roughly comparable suffixed letter scheme was used:
When you revise a part, either the changes are not significant for the user (when ordering parts) or they are.
The revision of a part can be not significant for ordering purposes for many reasons: the new part might be made by a different process and identical to the old part (but manufactured differently); the new part might be made of a different material, for better or for worse/cheaper; the new part might be improved in some way which makes the machine incrementally better (e.g., an improved cam profile which works better, even though the old one still works too); etc. Whatever the reason, if a user orders a replacement part you can supply either the old part or the new part and still correctly complete the order.
In this situation you have two choices: you can either discard all of the old parts in stock and supply only new parts, or you can supply old parts until you run out and then silently begin supplying new parts. Of course, there are matters of engineering ethics vs. cost accountancy involved; these need not be commented upon. The Lanston Monotype Machine Company chose the latter path: use up the old and only then supply the new (Bancroft confirms this in his 1905 article).
One consequence of this decision is that when Lanston Monotype changed parts in this way it would be incorrect, by policy, to indicate the revision of the part in the parts lists. Of course, the manufacturing drawings for the part would have to indicate the change, but the parts list supplied to the customer could not.
We have therefore, in principle, no way to determine from a parts list what engineering level of a part was supplied at any given time. This is information which was deliberately lost at the time it might have been created.
In the other situation, where the new version is not interchangable with the old, a revision of a part does affect the ordering of a part. When this is the case, it is necessary to reflect this in the part symbol. Lanston Monotype did this by prefixing a lowercase alphabetic character. Thus the initial customer-visible revision of the Thompson Cam Shaft Collar was 2TC16 (at any of an unknown number of internal engineering revision levels). The second customer-visible revision of it (again, with an unknown number of internal engineering revisions) was a2TC16. A quick scan of the 1952 Parts List shows revision letters through at least 'd' {CC PL 1952}.
The parts price lists show two situations for revised parts.
In many (most?) cases, the revised part simply replaces the original part entirely, and the original part is no longer listed. So for example in the 1942 Thompson parts price list part a2TC16, the Cam Shaft Collar, is listed. The older part, which would have been 2TC16, is not. Presumably the new part a2TC16, while not interchangable with the old one, was still interoperable.
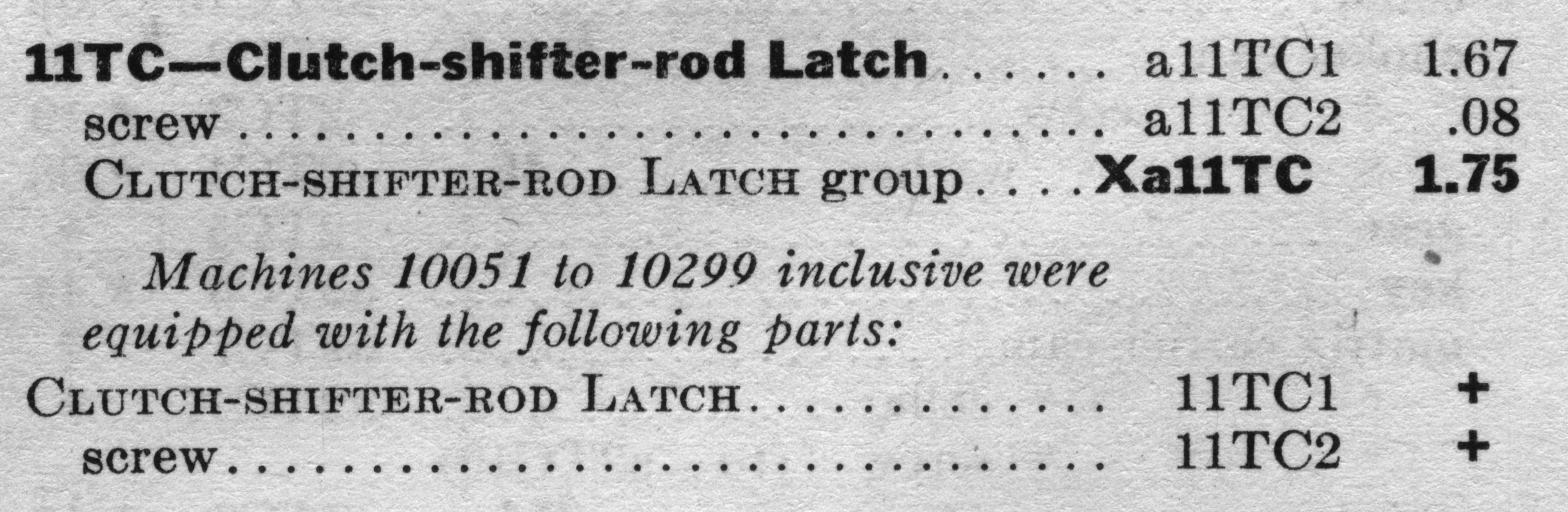
In other cases, the new part or parts were not only not interchangable but also not interoperable. Transitions to new parts were made with a specific machine serial number. Here, for example, is the 11TC Section from the 1941/1942 Thompson parts price list:
The '+' in the price column means "consult the factory in Philadelphia." In the case of the Thompson, there were relatively few such serial-number transitions. In the case of the Composition Caster, there were many.
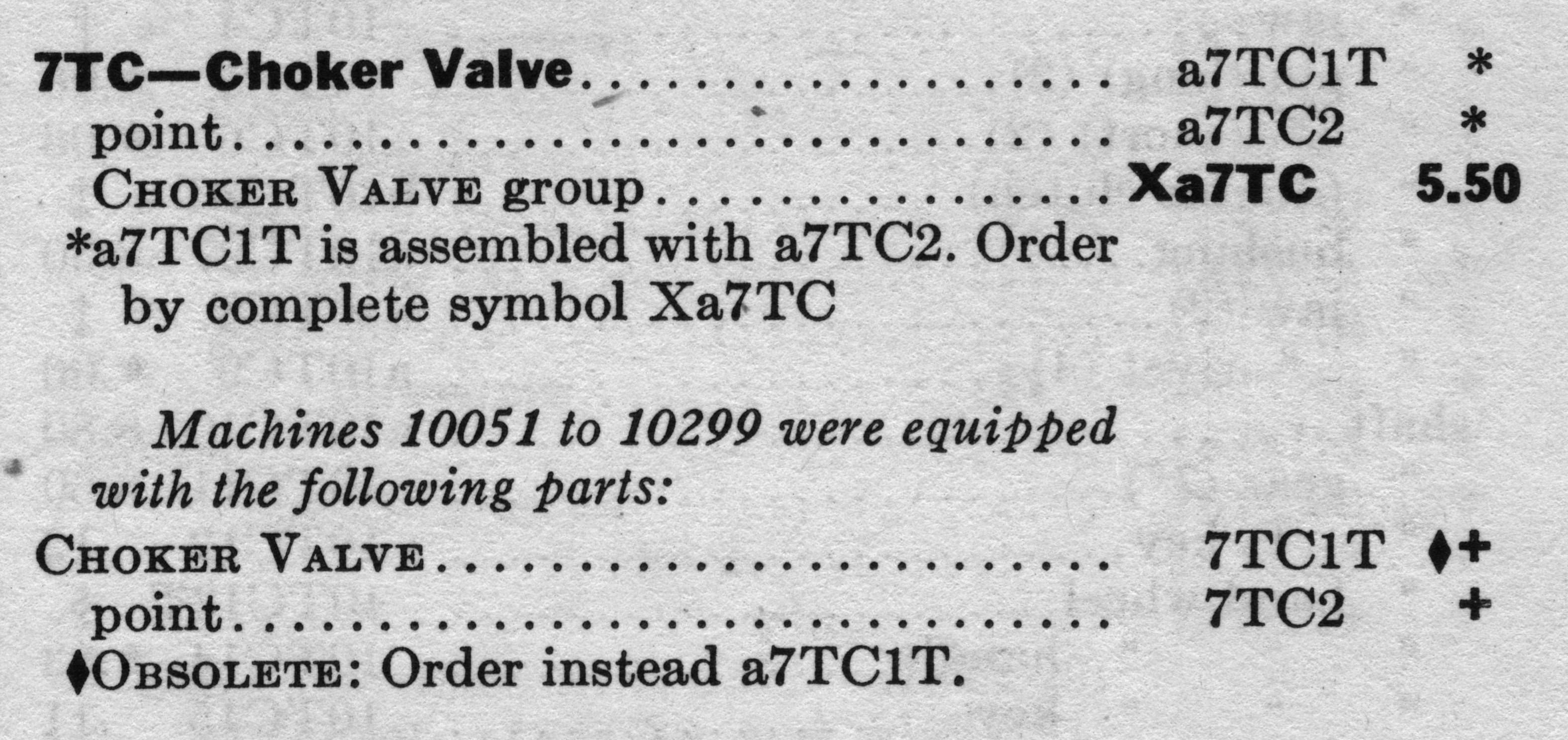
At times, things became more complex for other reasons. Consider the 7TC Choker Valve Section of the Thompson.
In this case, the old 7TC1T Choker Valve is marked explicitly as obsolete, to be replaced by the new part a7TC1T. (To make this more complex, the Choker Valve and its Point are contingent upon each other and orderable only as a Group, Xa7TC. Whether or not Lanston Monotype would in 1942 sell a customer just the old Choker Valve Point 7TC2 is a question to which we may never know the answer.)
Obsolete parts were indicated in at least three different ways over the years.
In the 1907 Parts and Accessories book, they were handled within a method of differentiating parts not on the current "standard" machine. As such, they aren't yet "obsolete" parts, strictly speaking, but simply parts formerly supplied.
(From {CC PL 1907}.)
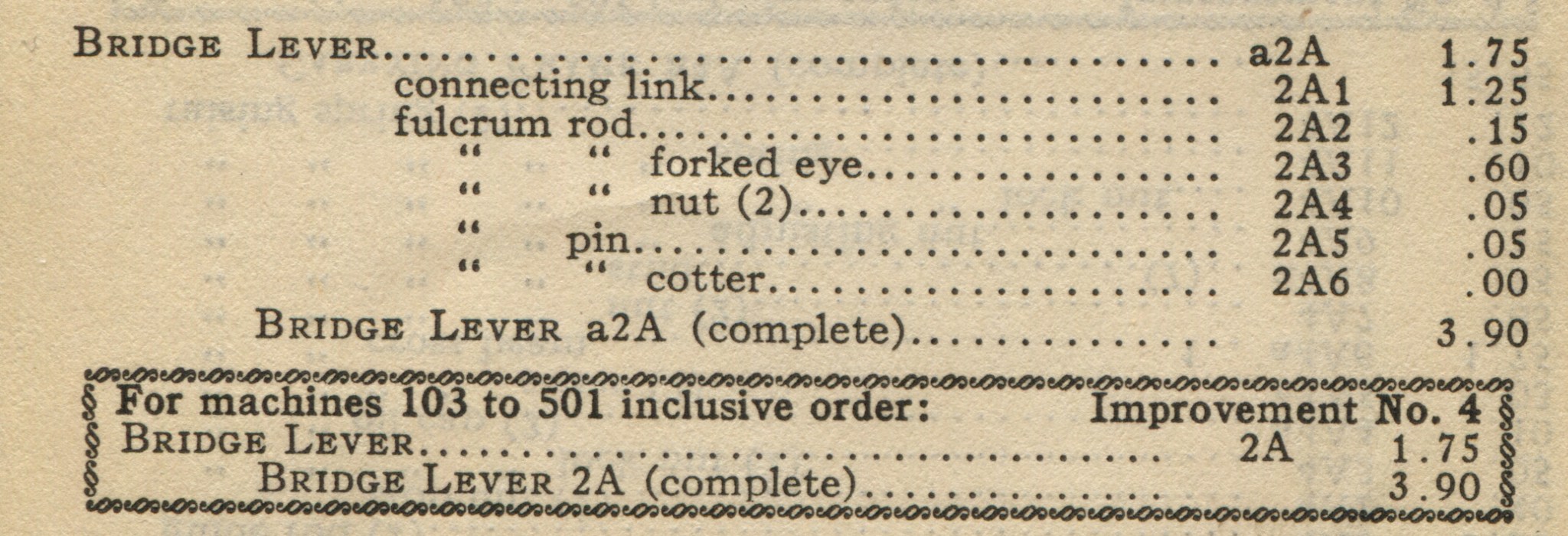
For example, the "standard casting machine" as of the 1907 Parts and Accessories book included Improvement No. 4 ("Improved alignment by increased stroke of the centering pin"). This improvement was introduced with caster serial no. 502. If your machine was s/n 502 or later, then you already had Improvement No. 4 and for repairs would simply order the standard parts listed, including part a2A, "Bridge Lever."
If your caster s/n was between 103 (the earliest machine supported) and 501, inclusive, and you wished to bring it up-to-date, then you would order the complete Improvement No. 4 (which included the revised Bridge Lever a2A).
If your caster s/n was between 103 and 501 and you did not wish to apply Improvement No. 4 (but simply wished to maintain your machine as-is) and your Bridge Lever was broken, then you could still order the older Bridge Lever 2A, as described in a section of the parts list surrounded by a border:
(If your caster s/n was below 103, then you were out of luck.)
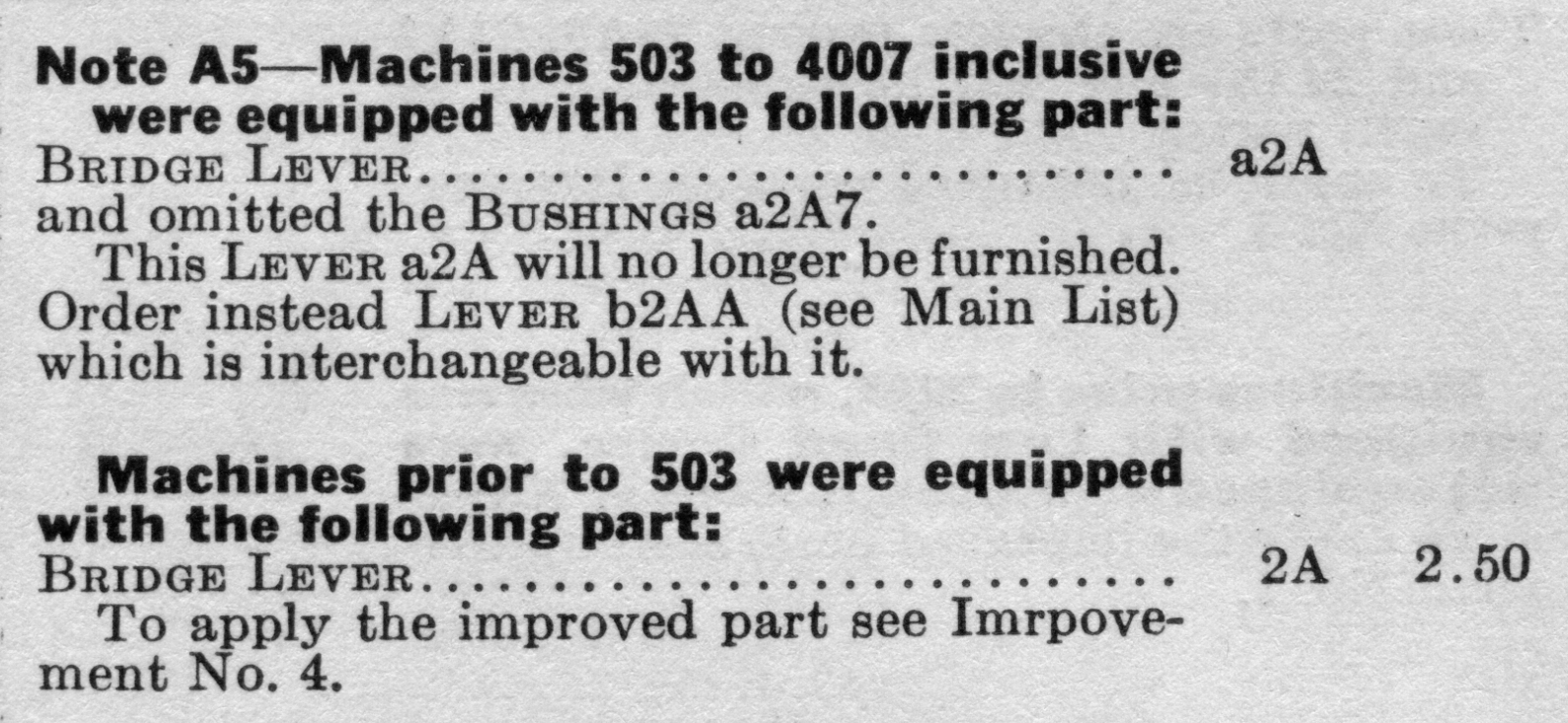
By at least the 1930 Parts Price List, obsolete parts were handled through a long series of Notes. In the Parts Price List for the Composition / T-&-Rule Caster, these were sufficiently voluminous to merit their segregation to their own section. In the 1952 Parts List they were moved inline, but that parts lists simplified its presentation by limiting itself to machines from s/n 5300 on. This eliminated most of the notes from the 1930 list.
For the Material Maker, they were included inline in the main part listing (at least as of its 1952 Parts List). A different scheme was employed for the Thompson (see below).
(From {CC PL 1930}.)
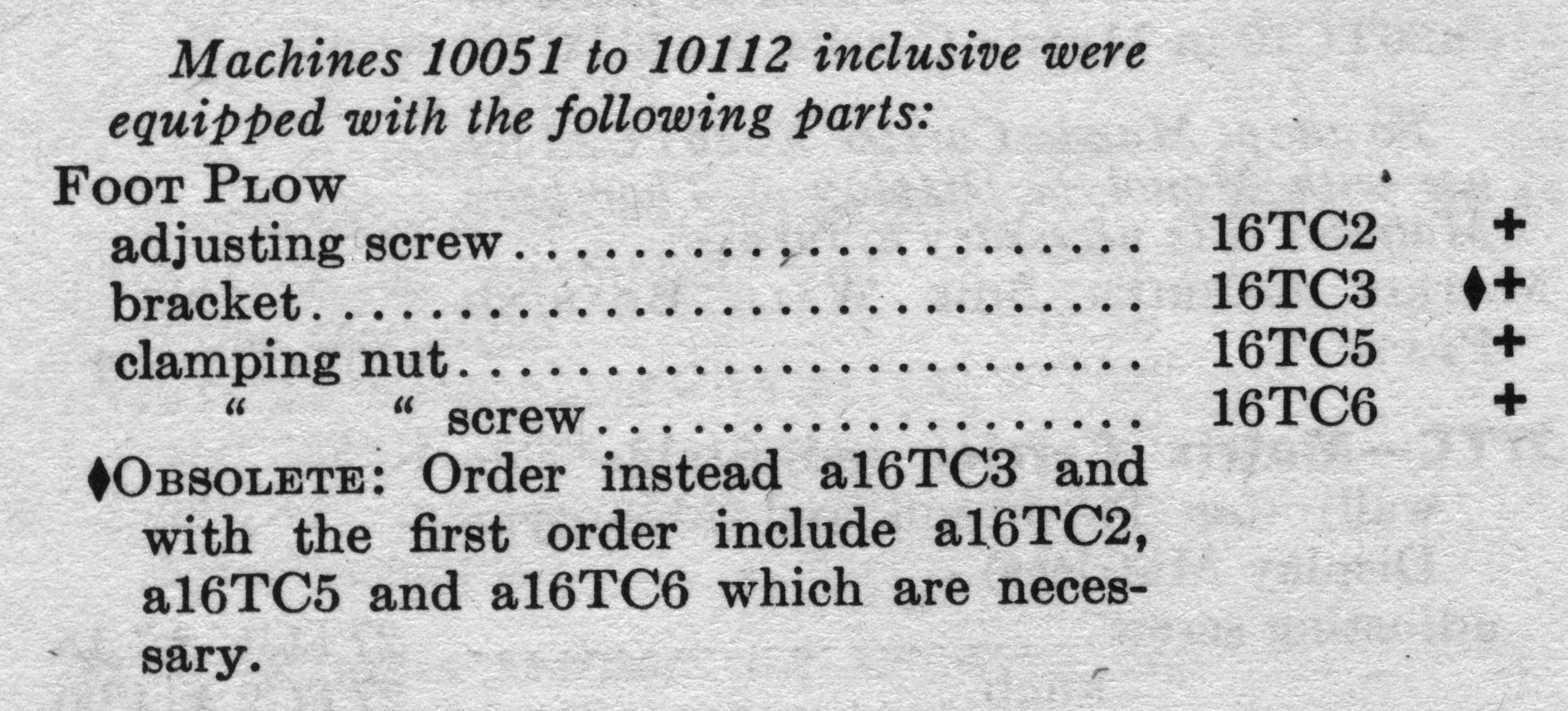
In the Thompson 1942 Parts Price List (and perhaps other parts lists; I haven't checked), they were handled by the addition of two new marks: plus and lozenge (a diamond-shaped lozenge).
The Thompson 1942 list retained the entire apparatus of the "third scheme" for contingent parts sets described earlier (including asterisk/dagger/doubledagger/section marks, as well as double-vertical-bar and pilcrow (paragraph mark) (see 84TC)), It also employed wo new notations:
(From {TC PL 1942}.)
As discussed earlier, in the initial version of the scheme (and in all versions used with the Composition Caster) there was no way to refer to an entire Section within the scheme. "1A" referred to the most important part in Section 1 of Group A, not to the Section itself.
In the initial version of the scheme, as described by Bancroft in 1905, if you wanted to order the Section as a whole, you had to specify it outside of the scheme: "Thus, if a customer wants all of the above parts [the Bridge Section] fitted up, he orders Bridge 1A (complete)." (p. 532) Here, for example, is the Bridge of the Composition / T-&-R Caster:
(From {CC PL 1907})
Although this part numbering for Sections was changed with the 1907 introdution of the Style D Keyboard, existing parts were not renumbered. So it still wasn't possible to refer to a section by its number in all cases.
But at the same time Lanston introduced a new method for indicating an entire Section for ordering purposes: this new scheme prefixed an 'X' to the symbol for the major part in the Section to indicate that the entire Section was wanted. So for example "X1A" specified the entire Section 1 of Group A. This was done on a separate line in the parts lists so that a separate price could be assigned to it. Here is the Bridge with this later scheme:
(From {CC PL 1930})
Note that while the Bridge has contingent parts sets which are indicated by a suffixed copy of the Group letter ('A'), the Section/Group symbol for the Bridge as a whole is still "1A" (not "1AA") and therefore the symbol for ordering it is "X1A" (not "X1AA").
Because the Groups and Sections of a machine are in fact bolted together, there are at time parts which might appear to belong to two different Groups (or, more likely, Sections). Bancroft's example is that of two screws on the 1A Bridge which are not actually a part of the Bridge but rather are part of Section 6A, the Centering-pin Bushing. When this kind of situation occurs, it is indicated outside-of-the-scheme in an italicised note.
This solution isn't as klunky as it might at first appear. The purpose of this note is really to educate the reader so that he or she better understands the machine and can see the logic of the division. The fact that the screw is a part of one Section and not another isn't so much a property to be encoded in the symboling scheme as it is a part of the mechanic's understanding of the machine.
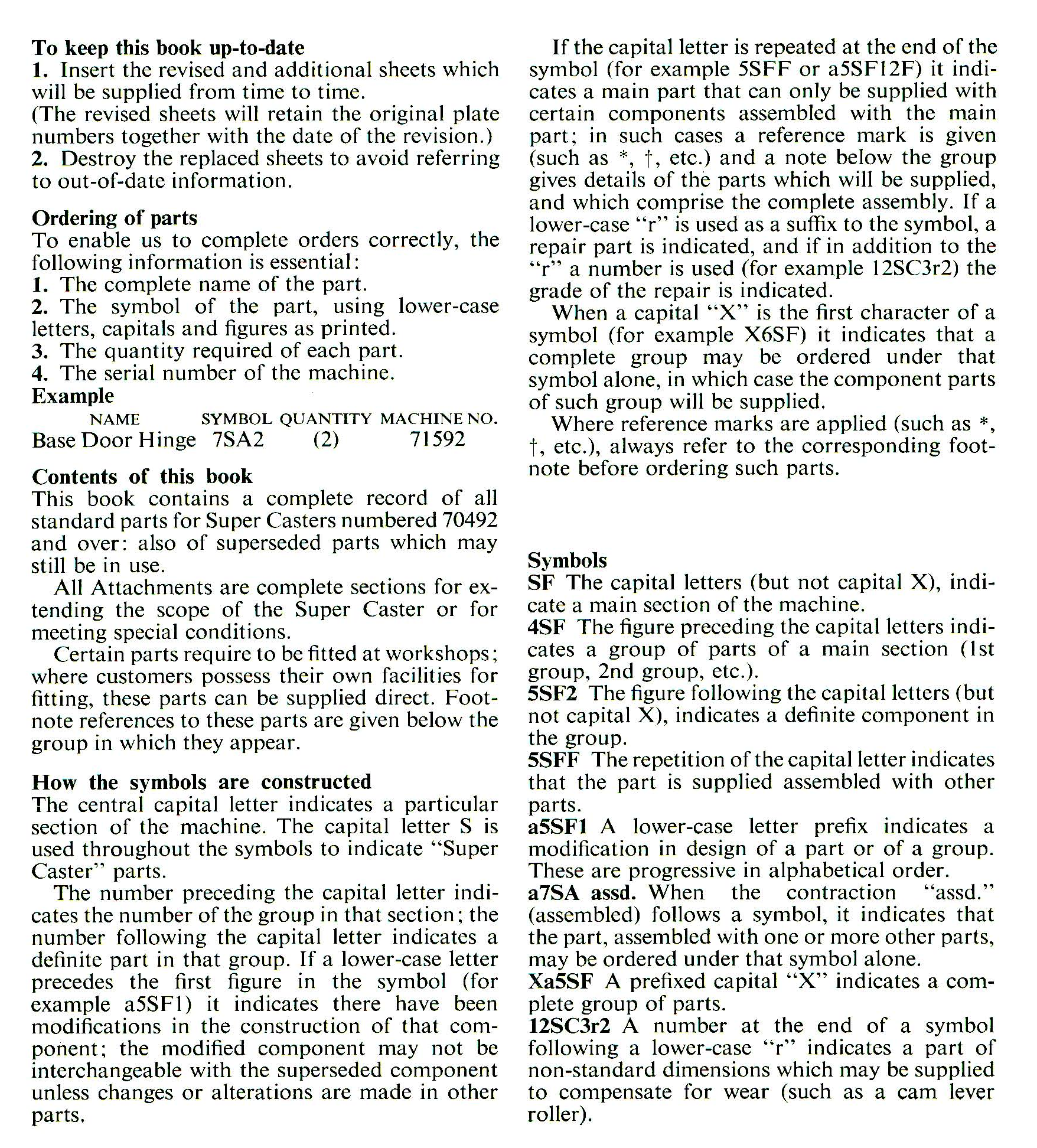
Caveat: I am not familiar with the details of the Super Caster, and have at my disposal only a single, relatively late, parts list.
For the Super Caster, the Monotype Corporation employed a system quite similar to the mid-century version of the Lanston system for the Composition Caster. Its features included:
The fact that the English company kept the original practice of numbering starting with the second part in a Group (Bancroft: Section) in a machine introduced long after Lanston abandoned this practice in 1907 is curious, especially as they adopted the later inversion of the meaning of "Group" and "Section."
The use of "assd" is infrequent. One example is "b18SE assd" Matrix Lifter Lever (Composition) Connecting Rod, assembled." It isn't clear to me how this new "assd" notation provides any new capability. For example, in 18SE we have not only "b18SE assd [dagger]" but also "18SE9E [doubledagger] Yoke Pin". Both use a note to indicate their contingent parts. The use of "assd" indicates that this assembled set of contingent parts can be ordered by number, but the same thing could have been accomplished by adding an 'X' symbol (e.g., Xb18SE in addition to "b18SE assd"). The "assd" notation saves a few lines in the parts list at the cost of an additional complexity in the symboling system.
Here is the Super Caster symboling system as described in a relatively late, but undated, Spare Parts List:
(The document from which this is extracted is in copyright. Its use here is, I believe, within "fair use" under US copyright law. My thanks to Achilles Tzallas for access to it.)
{Bancroft 1905} Bancroft, W[ilfred]. "A Symboling System for Machine Parts." American Machinist, Vol. 28 (October 19, 1905): 531-534.
{CC PL 1907} The Monotype: Parts and Accessories . (Philadelphia, PA: Lanston Monotype Machine Company, n.d. [between 1907 and 1909; probably 1907]
The extracted "Directions" are reprinted above.
The entire book is reprinted in the Monotype Composition Caster & Keyboard Technical Literature Notebook.
{CC PL 1930} Parts Price List, Monotype Casting Machine and Type-&-Rule Caster. 4th edition. (Philadelphia, PA: Lanston Monotype Machine Company, 1930.)
Reprinted in the Monotype Composition Caster & Keyboard Technical Literature Notebook.
{CC PL 1952} Parts List, Monotype Typesetting Machine - The Composition Type-Caster. Effective April 1, 1952. (Philadelphia, PA: Lanston Monotype Machine Company, 1952.)
Reprinted in the Monotype Composition Caster & Keyboard Technical Literature Notebook.
{MM PL 1952} Parts List, Monotype Material Making Machine. Effective April 1, 1952. (Philadelphia, PA: Lanston Monotype Machine Company, 1952.)
Reprinted in the Lanston Monotype Material Making Machine Technical Literature Notebook
{SC PL 768} Spare Parts List for 'Monotype' Super Casters (numbered 70492 and over) . [Subtitle: "Comprising illustrations of Sections and Component Parts with their names and symbols"] (London: The Monotype Corporation Limited, [n.d.] Book No. 768 SC.
Not reprinted on CircuitousRoot (it is in copyright).
{TC PL 1942} Parts Price List, Monotype-Thompson Type-Caster. Effective March 1, 1941 (Revised April 2, 1942). (Philadelphia, PA: Lanston Monotype Machine Company, 1942.)
Reprinted in the Thompson Type-Caster Source Material Notebook.
The 1905 volume of The American Machinist is in the public domain. The digitization of it by Google and the extracts from that digitization reprinted here remain in the public domain.
All of the Lanston Monotype Machine Company documents used here are in the public domain. The extracts from them reprinted here remain in the public domain.
The Monotype Corporation Limited document used here is in copyright. The use of a brief extract here for the purpose of understanding their parts symboling system is, I believe, within "fair use" under US copyright law.
All portions of this document not noted otherwise are Copyright © 2014 by David M. MacMillan and Rollande Krandall.
Circuitous Root is a Registered Trademark of David M. MacMillan and Rollande Krandall.
This work is licensed under the Creative Commons "Attribution - ShareAlike" license. See http://creativecommons.org/licenses/by-sa/3.0/ for its terms.
Presented originally by Circuitous Root®
Select Resolution: 0 [other resolutions temporarily disabled due to lack of disk space]