This Notebook will start out with quite a few fine distinctions. This is because (a) there are many, many ways to finish surfaces, and (b) the names for these finishes are often used very inaccurately and if not carefully distinguished become the cause of much confusion. It is foolish to take the time to apply a precise and often laborious finish without understanding what it is.
So to begin, this Notebook will cover processes for the finishing of surfaces of components which do not remove significant material or greatly reshape the part. It therefore excludes much grinding, since grinding processes are usually used to shape parts. But these distinctions are not always firm. For example, under the "Decorative" group of finishes, I'll include the use of hand scraping for "frosting" a surface, but exclude the identical technique when it is used to prepare a precision surface.
There are two main divisions. The first division is that of mechanical surface treatments, where we use abrasive or cutting tools to change the micro-shape of the surface. This division may be further split into primarily decorative treatments (though decoration has its uses) and primarily functional treatments (though a functional surface may be quite beautiful). The second division is that of various nonmechanical surface treatments which employ heat or chemistry to alter a surface. I won't really treat of these in detail here, but will simply survey them so as to try to distinguish them from each other.
Many of the techniques here are primarily horological in their history and application. Properly, I suppose, they ought to go in ../../ Horology -> Literature -> Horological Workshop Methods. I started this Notebook first, though, so here they are.
For the most part these abrasive roughening methods are just different processes for producing various patterns of decorative scratches on a surface. It isn't as important to distinguish them from each other as it is to distinguish all of them from finishing methods produced by fundamentally different methods (e.g., cutting) or for fundamentally different decorative purposes (e.g., smoothing).
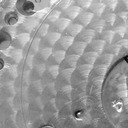
Spotting
An abrasive finishing procedure in which a regular pattern of (usually overlapping) disks is ground on the surface. This is a traditional horological technique; it is sometimes found on decorated automotive and aircraft components (most famously Lindbergh's "Spirit of Saint Louis.") Although the finish it produces is lovely, its original purpose in horological use was as a relatively cheap way to produce a good-looking surface without the expense of actually polishing it.
It is now frequently, though incorrectly, called "engine turning" ( see below for a discussion of this ). Confusingly, the term "Spotting" has also been applied in older but reputable literature in the machine trades to certain uses of hand scraping (a cutting, not an abrasive, process) in the production of the decorative finishes more commonly known as Frosting and Flaking.
Also called "stippling," "perlée" [French], "perlage" [French] "perlschliff" [German]. Possibly also called "Circular Snailing."
A variation of spotting can also be done with the end of a tube rather than the end of a solid dowel.

Engine Turning vs. Spotting
Since the late 20th century, the term "engine turning" has frequently been misapplied to the abrasive process derived from horological spotting, especially when used to describe automotive decoration. This usage is entirely incorrect, as "engine turning" has for centuries identified a cutting, not an abrasive, process involving beautifully complex Rose Engine, Straight-Line Engine, Brocade Engine, and some Ornamental Turning apparatus . Here is a short essay to clarify the differences between these processes. It also begins to investigate the possible origins of this relatively modern terminological error.

Snailing
An abrasive process in which a pattern of circular arcs is arranged in one or more bands around the central hub of a watch wheel. It is often described as "spiral," and indeed the play of light on it can strongly suggest spirals, but the underlying pattern is one of circular arcs. Although both patterns are composed of abrasively produced circular arcs, the methods for accomplishing snailing differ substantially from those for spotting. Not to be confused with grailing, which is a cutting process.
Note: I think that the process called "circular snailing" in Claudius Saunier's Watchmakers' Handbook, trans. Julien Tripplin and Edward Rigg (London: J. Tripplin, 1882; reprinted), section 174, is in fact spotting.

Straight Graining and Brushing
"Straight Graining" (primarily in horological work) and brushed metal finishes (primarily in general engineering and manufacturing).

Circular Graining
An abrasive process which produces a single concentric set of circular scratches on the piece. (By way of contrast, spotting produces a repeating pattern of circular patches of scratches.) Not to be confused with so-called "circular snailing," which is synonym for spotting.

Côtes de Genève
An abrasively produced pattern of bars which typically have a circular pattern within themselves. Idiomatically translated as "Geneva Stripes." Also "Ribbing."
Variations: Circular, Cut?

Sunray Brushing
An abrasive finish with radial lines. Also "Solarisation."

Dead White or Frosted (Horological)
[NOT DONE] An abrasive finish. See Saunier. The Watchmakers' HandBook. Section 177.
Different from the acid "Frosting" employed as a preparatory stage for the guilding of clock parts.
Different from the hand scraping (cutting) decorative finishing process known as "Frosting" in the machine trades .
"Graining" (Daniels)
George Daniels, in Watchmaking pp. 400-401. describes a finish that he terms "Graining" which is clearly Côtes de Genève. Even more confusingly, the illustration in which he shows this (Fig. 777) is captioned "Damascening watch plates" (see Engine Turning vs. Spotting for a discussion of why the terms "damascene" and "damascus" are have been used so inaccurately for so long that they are essentially meaningless now.)
Polishing (Ordinary, for Appearance)
[NOT DONE] Polishing for optical purposes, while similar in many respects, has quite different methods.
Grey / Water of Ayr Stone Finish
[NOT DONE] Eric B. Gent, writing in a signed entry in Alan Smith, Ed. The International Dictionary of Clocks (NY: Exeter Books, 1984): p. 184 describes the finish produced by abrasive polishing with Water of Ayr stone paste as a "grey" finish produced to prepare a surface for [presumably fire] Gilding, Spotting, or polishing.
Engine Turning (Guilloché)
The production of cut geometrical surface ornament through the use of the Rose Engine, Straight-Line Engine, Brocade Engine, and sometimes equivalent apparatus in Ornamental Turning lathes. This is a large topic in itself, and is properly associated with Ornamental Turning. The link here is "up and over" to that section of the Notebooks.
Engine Turning should not be confused with Spotting.
Grailing and Spiral Grailing
Grailing is a cutting process which uses a single-point cutting tool to produce either "a series of fine concentric circles from the circumference to the centre of the work" or "a single fine spiral line, running from the circumference to the centre of the work" ( Clarke). It is thus a simple form of Engine Turning.
Not to be confused with snailing or circular graining, which are abrasive processes.
Not to be confused with the cutting of concentric circles in the imitation of spotting using multi-point cutting tools.

Frosting and Flaking (By Hand Scraping)
The use of a Hand Scraper may be undertaken for two logically distinct purposes.
"Hand Scraping" proper is the process of using a scraper held in the hands to remove small amounts of metal from a precision surface so as to provide an accurate bearing surface to within some tolerance. (The scraper itself may be either manual or powered; the use of a power scraper is still hand scraping because the tool is held in and controlled by the hands.) This kind of hand scraping is the way in which the finest machine slideways have been produced from the early 19th century to the present. See Hand Scraping, below.
Hand scraping may also be done to produce a decorative finish on a surface. This is the topic of the Notebook here.
Some controversy exists as to whether or not this decorative finish might also perform a useful function when it is used between moving parts (as opposed to merely decorating a surface). Some hold that it provides minute reservoirs for oil and thus aids in lubrication and/or that by breaking up the surface it reduces "stick-slip" between moving parts such as machine slideways. Others hold that it provides minute reservoirs for retaining abrasive grit and is therefore undesirable as it speeds wear. I know of no methodical research which has confirmed or denied either position; it remains a matter of anecdote and opinion.
These hand scraped finishes have an appearance which is distinguishable from functional hand scraping. The real distinction, though, is that functional hand scraping is done in an iterative process of constant comparison to references and correction based on those comparisons, while decorative hand scraping is not. The various distinctive patterns produced by decorative hand scraping include "Frosting" and "Flaking."
The term "Frosting" as used here (and in the machine trades) is distinct from both the "Dead White" or "Frosted" finish employed by horologists and described by Saunier and from the acid "Frosting" employed as a preparatory stage for the guilding of clock parts.
To further confuse matters, Frosting and Flaking have at times been called "Spotting" in reputable sources (e.g., Machinery's Encyclopedia, Vol. 5 (1917)) even though they are cutting processes unrelated to the well-established abrasive process of Spotting.
Engraving (By Hand)
[NOT DONE] A vast topic unto itself; this is just a placeholder to indicate that it exists.
Knurling
[NOT DONE] A standard process well covered in the literature; this entry is mostly just a placeholder.
Matting (Clockmaking)
Eric B. Gent, writing in a signed entry in Alan Smith, Ed. The International Dictionary of Clocks (NY: Exeter Books, 1984): p. 207 describes "Matting" as a process of producing a matte finish on brass clock parts or brass clock dials by pounding with a single-point or multi-point punch. He notes that it can also be produced by acid.
Unidentified Processes
Decorative surface finishing processes for which either (a) I know of an example but I don't know what it is called, or (b) I have a name or reference but I don't know what it looks like.
"Watered or Wavy" surface (Saunier).
[NOT DONE]. [cover hand scraping, lapping, honing, and "superfinishing"; horological burnishing]

Hand Scraping
The use of a Hand Scraper may be undertaken for two logically distinct purposes.
"Hand Scraping" proper is the process of using a scraper (either manual or power) held in the hands to remove small amounts of metal from a precision surface so as to provide an accurate bearing surface to within some tolerance. It is the way in which the finest machine slideways have been produced from the early 19th century to the present.
Hand scraping may also be done to produce a decorative finish on a surface. When this is done it is often termed Frosting or Flaking (see above).
Horological Burnishing
[NOT DONE] "Burnishing" as done by the horologist is, I believe, a species of very, very fine filing.
When I get around to this section, it will simply be a high-level survey to distinguish various processes.
Bluing of steel: The primary distinction I would want to make is between traditional bluing, which is a horological and fine-instrument finishing technique used for centuries, and various processes commonly called "bluing" (and "browning," and proprietary trade-names) more typically involved in firearms manufacture. Traditional bluing is an entirely heat-produced oxidizing process. The other kinds of "bluing" are hot or cold chemical processes.
Identify black oxide surface treatments for steel; distinguish them from all kinds of bluing.
Identify and distinguish anodizing.
Blackening of brass. Identify processes for.
Eric B. Gent, writing in a signed entry in Alan Smith, Ed. The International Dictionary of Clocks (NY: Exeter Books, 1984): p. 204 defines "Frosting" in clockmaking as "The granular or matted finish given to the surface of brass clock parts prior to gilding." He says that it is produced by dipping in a concentrated nitric and hydrochloric acid mixture and then brushing in a circular manner. This would appear to differ from the abrasive Dead White or Frosted finish mentioned by Saunier. It is also quite different from the hand scraping (cutting) decorative finishing process known as "Frosting" in the machine trades .
Mercury (Fire) Gilding. An insanely dangerous process which should never be done again.
The Hamilton 917 photographs by flickr user "Malenkov in Exile," and any derivative versions here (used as the linking image to the "Spotting" and "Côtes de Genève" Notebooks) are licensed under the Creative Commons Attribution-NonCommercial 2.0 license. Please note that this license is more restrictive than the license of the rest of this present web page; it forbids commercial use (my own use here is noncommercial).
All portions of this document not noted otherwise are Copyright © 2012 by David M. MacMillan and Rollande Krandall.
Circuitous Root is a Registered Trademark of David M. MacMillan and Rollande Krandall.
This work is licensed under the Creative Commons "Attribution - ShareAlike" license. See http://creativecommons.org/licenses/by-sa/3.0/ for its terms.
Presented originally by Circuitous Root®
Select Resolution: 0 [other resolutions temporarily disabled due to lack of disk space]



